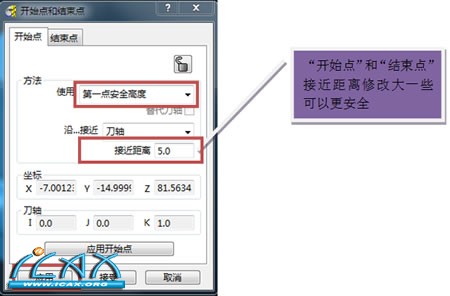
1、如何对PowerMILL5轴机床进行安全编程 - 仿真路径 虽然在软件中进行机床仿真速度比较慢,但必要的仿真是不可或缺的。提高仿真速度的诀窍有: 1. 不要加载全机床模型进行仿真,只需要机床的必要运动部件就可以,全机床模型会明显使得仿真变得缓慢; 2. 不要对使用了点分布的路径进行仿真,可以对没有额外增加点分布的路径进行仿真; 3. 设定了很高公差精度的路径同样会让仿真变得缓慢,可以先做一个粗略的路径进行仿真,这样会明显提高仿真速度; 4. 必要的时候可以仅仅只做一些“笔式清角”的路径进行仿真,这样就不需要对全路径进行仿真; 5. 3+2轴路径中使用的如果是刀尖圆角端铣刀或端铣刀,可以改为同样直径的球刀来做一个“参考刀路”,然后单独仿真此参考刀路。如果干涉的话,请使用“刀轴编辑”选项中的固定方向来一点一点地修改局部路径,直到无干涉为止,再根据最后安全的那个固定方向角度来定义一个坐标系,据此新的坐标系产生的3+2轴路径应该是安全的。 6. 在PowerMILL2010版本后仿真机床可以正确显示当C轴角度不为0,而A(或B)轴角度为0的正确方位。当然前提是需要修改仿真机床。 说明:如何修改旧的仿真机床可实现矢量定位正确显示? 1、打开仿真机床的mtd文件(可用记事本或写字板等) 2、修改<machine xmlns="x-schema:PowermillMachineTool">为 <machine xmlns="x-schema:PowermillMachineTool" POST="pmpMultiaxis."> 3、保存即可实现正确显示 2、如何对PowerMILL5轴机床进行安全编程 - 非切削运动 非切削运动是安全的第一关键要素。 1、“开始点和结束点”的设置 建议修改默认的“毛坯中心安全高度”为“第一点安全高度”,这样的目的是减少不必要的非切削运动,可以方便现场操作人员快速判断下刀点是否正确。
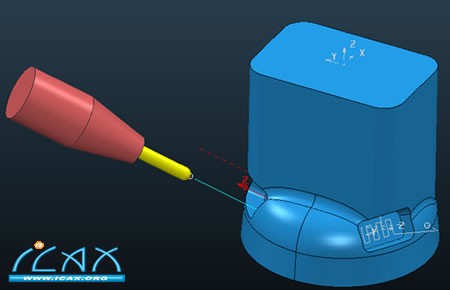
2、正确设置“快进高度”值: 如下图所示路径是一个不合理的设置,很容易撞刀:
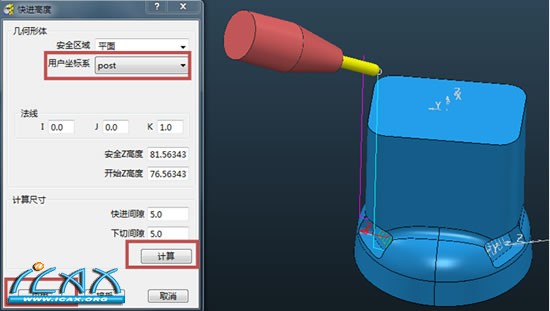
合理的设置应该这样:
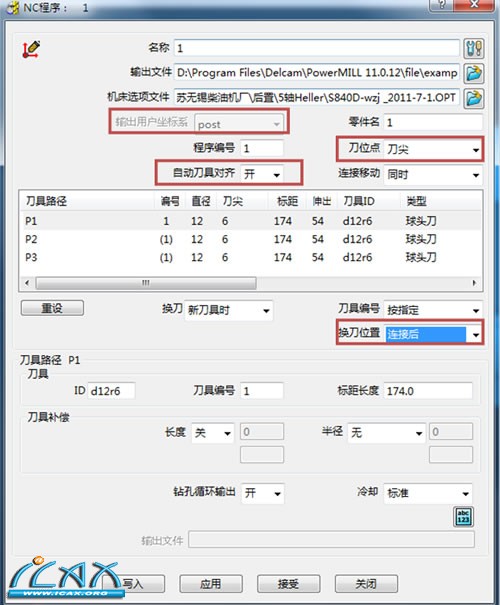
注意到上图的路径是安全的! 假设在这个例子中我们将来输出NC程序的坐标系为“POST”坐标系,您可以把“快进高度”表格中的“用户坐标系”选择为post坐标,然后再点击“计算”按钮(还可以根据情况手工修改“安全Z高度”的值),最后“应用”,就可以得到一个像详图一样的安全路径。 谨记:如果你的NC程序输出坐标系是默认的“世界坐标系”,您也必须创建一个和“世界坐标系”吻合的用户坐标系,然后像上述方法一样选择这个用户坐标系作为“快进高度”的计算坐标系才能得到正确的路径。否则,默认的即使是“世界坐标系”也是错误的结果! 3、检查您的NC输出设置 必须确认NC程序输出时的坐标系正确与否,不可以使用刀具路径使用的坐标系来输出3+2轴路径。 注意“连接前”和“连接后”对连续5轴路径的影响。PowerMILL默认是“连接后”换刀,但很多机床(比如DMG75V)的后置使用“连接前”更安全,可以避免前一次换刀后主轴移位到不合理的位置,造成过行程等问题。
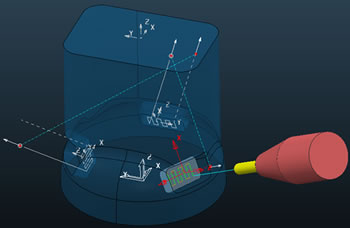
4、必要时添加用户坐标系作为子路径变换刀轴方向时的参考点 怎样检查多个子路径使用同一把刀具在不同的轴向进行转换时是否安全? 可以把这几个子路径添加到一个NC程序中,然后显示这个总的NC程序,可以明显看到子路径间是不安全的连接移动。如下图所示:
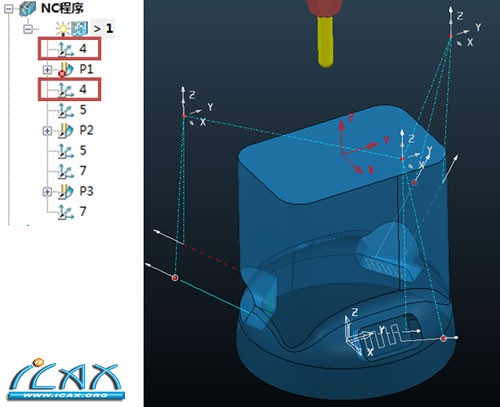
修改的方法,除了前边讲到的“正确设置“快进高度”值”以外,还可以自行创建几个用户坐标系,并把这些用户坐标系添加到NC程序适当的位置中,步骤如下: 创建几个合适的用户坐标系; 分别拖曳合适的用户坐标系到NC程序中的子路径前或后,见下图:
注意上图每个子路径前后都有插入了一个用户坐标系,分别插在“开始点”前和“结束点”后,这样才是安全的。观察输出的NC代码,应该可以找到对应的坐标位置。 |