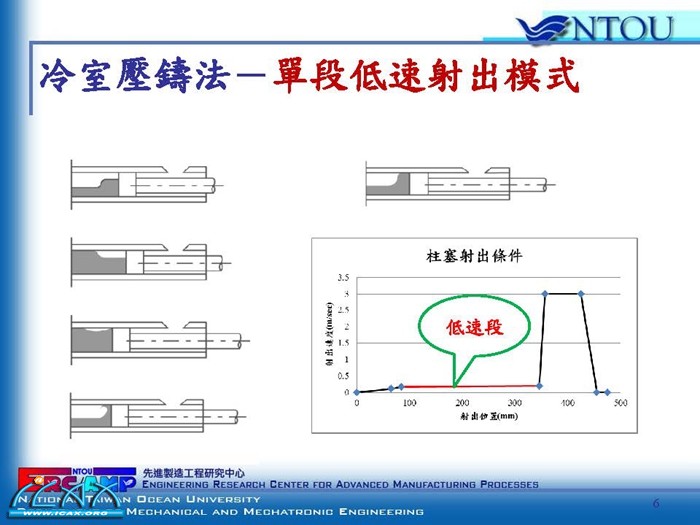
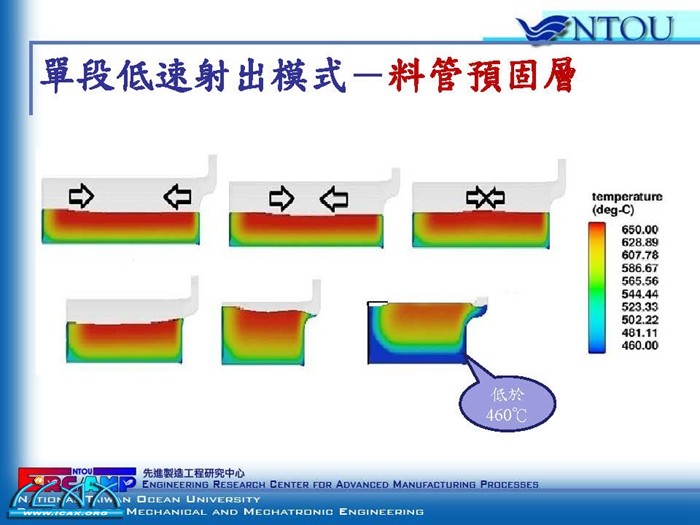
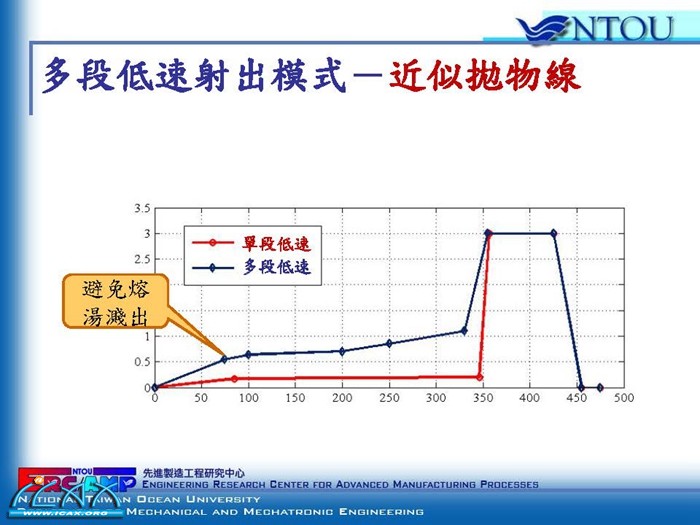
模拟结果显示,利用五段低速射出模式,可使载具之充填时间缩短约0.4 秒,表示提升1 % 的產能;熔汤温度仍保持600 ℃以上,且有效降低料管内的捲气量。 利用多段低速度的射控条件可有效改善实际铸件1 mm以上的气孔数量;而最佳之五段低速射出条件,亦可将0.5 mm以下的孔洞数降至最低。 在料管充填率20%时,本研究获得之最佳柱塞速度与柱塞位置关係為(0 mm, 0.00 m/s)、(75 mm, 0.75 m/s)、(100 mm, 0.80 m/s)、(125 mm, 0.90 m/s)、(190 mm, 1.05 m/s)和(265 mm, 1.10 m/s)等六点构成之五段低速射出曲线。
|