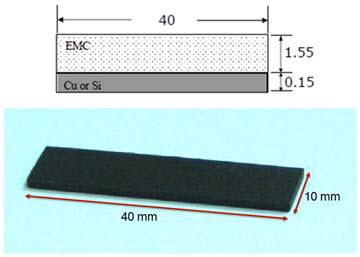
环氧模压树脂 (Epoxy Molding Compounds, EMC)是IC封装制程中常用的热固性封胶材料,在封胶充填过程中会随着温度升高而产生交联反应(cross-linking);当交联反应进行至某个阶段,胶体将达到熟化,赋予产品更佳的机械性质及稳定性。然而当IC组件充填完成时,往往胶体尚未完全熟化(fully cure),因此一般常利用后熟化(post-mold cure)制程来促使胶体完全熟化。加温烘烤是常见的后熟化方式之一,在使胶体完全熟化后再将其降温。过程中由于EMC的体积会因为交联反应而产生收缩现象,加上各组件之间的热膨胀系数不同,会产生相对应的位移变形;若变形量过大,将可能导致该封装组件内部微结构崩坏而失效。 针对上述情形,Moldex3D后熟化分析功能可提供完整的分析能量,让使用者事先预测潜在的变形问题。Moldex3D可考虑在常压下,针对后熟化制程从进烤箱至冷却到常温的过程中,进行不同温度和熟化度的耦合计算,仿真IC组件最终的翘曲量值变化。接下来以双层板试验模型(图一)的模拟案例作说明。
图一 双层板试验模型几何,本案例以EMC-Cu为双层板试验材料注1 经模流分析之后再进行实验(环境温度如图二所示),结果发现最终后熟化过程结束(约23000秒时),产品Z方向翘曲量值为0.32mm,而模流分析软件仿真出来的结果为0.354mm,二者数值相当接近(图五)。以模拟结果而言,进烤箱前(图四)后熟化的产品变形,主导原因为熟化度上升造成的体积收缩,Z方向收缩量为0.326 mm;而进烤箱后,变形主导元因材料黏弹应力释放行为(此时已完全熟化,如图三),此收缩量则为0.028mm。
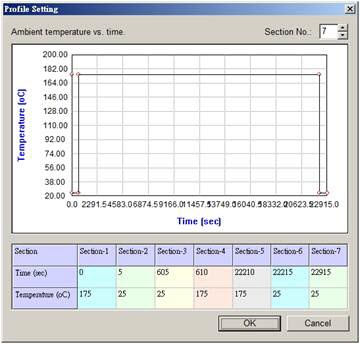
图二 上图为后熟化制程中,IC组件移往室温中再进入烤箱(175℃)以达到EMC封胶材料完全交联;接着完成后熟化6个小时后,再移往室温中(25℃)之过程
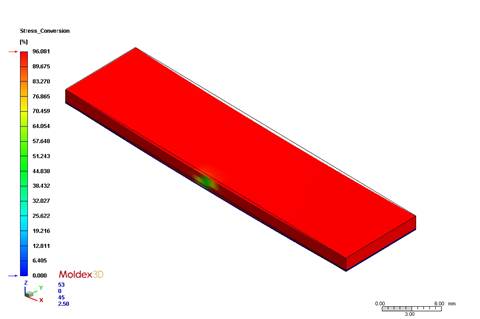
图三 图为IC组件即将进入烤箱时,产品转化率量值的模拟结果。红色区域显示此时IC组件已接近完全交联(96%)
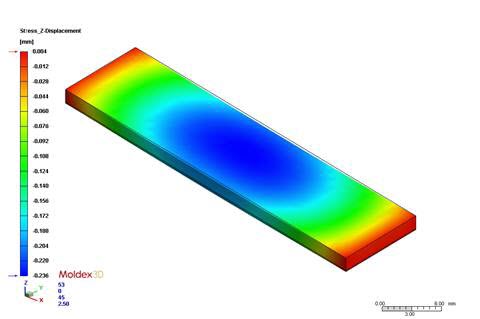
图四 图为IC组件即将进入烤箱时,产品翘曲变化的仿真结果。结果显示Z方向翘曲量值为-0.236 mm,代表组件中心会向下弯曲0.236mm
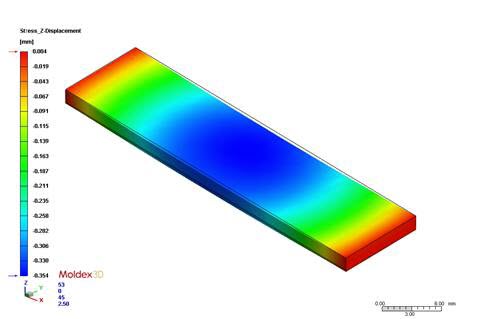
图五 图为完成整个后熟化制程,IC组件移到室温下的Z方向翘曲量值结果,模拟出来的结果为0.354mm,与实验数值相当接近 本案例探讨后熟化过程中,封胶EMC材料完全交联反应和残留应力释放时,考虑温度和材料熟化度耦合下,影响IC组件产品的翘曲量值。经模流分析和实验结果相互验证下,发现EMC材料交联反应过程主导了大部分的产品翘曲量值和趋势。同时也发现Moldex3D在翘曲定性和定量上的分析与实验结果相吻合,验证模流分析软件运用在实际生产上,对IC封装后熟化制程的流程规画、翘曲预测等皆有显著帮助,进而达到缩短上市时程、降低成本。 注1 图片来源参考:王智国,《IC封装EMC材料后熟化制程黏弹模型的建立》,2006,国立成功大学硕士论文 |