进行自适应加工时,可首先使用PowerINSPECT进行离线编程,制定出零件或毛坯的位置测量方案和次序,通过在零件或毛坯上测量出的这些位置点数据,即可计算出零件或毛坯在机床上的精确位置,然后将这些数据输入到NC Partlocator。NC Partlocator将对比产生PowerMILL刀具路径的名义位置和工件在机床上的实际位置,自动移动或旋转刀具路径原点位置,从而使刀具路径和工件对齐并将结果输出到机床控制器。 这样经几分钟对零件进行简单装夹定位后,系统即可实时自动对齐定位NC刀具路径,从而帮助机床操作人员快速准确地进行工件的重复装夹定位,节省时间,提高定位精度,减少昂贵夹具的需要,节省资金。 PowerINSPECT NC PartLocator 的主要功能:
通过测量的参考特征或曲面,对齐加工坐标系和机床坐标系,在机床上精确定位零件。强大的拟合算法可精确对齐零件并准确地将对齐定位结果输出到机床控制器或是外部应用程序,从而得到比手工设置更稳定的输出结果,减少零件变动和装夹次数,提高产品质量,提高生产力。
使用3球定位可在机床上精确定位夹具。每个夹具上安装有3个位置由探测循环测出的参考球,NC Partlocator基于球的测量位置计算对齐定位,并将该对齐定位输出到机床控制器。使用这种方法可显著减少手工设置时间,确保设置的精确和稳定,尤其适合于自动装载加工。
相对于表面的实际位置计算钻孔和修剪操作的深度偏置。可将由于表面原因导致的孔深度的增量,偏差自动传输到机床控制器。使用这种方法可更快、更精确进行钻孔和修剪操作。不需要CAD数据,通过实际表面就可将普通孔和镗孔精确钻到孔深。
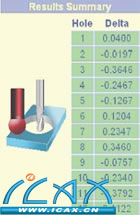
NC PartLocator 产生定位报告和预定位结果报告,提供初始零件设置的精度和所需改变的记录。
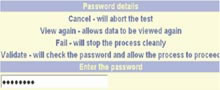
NC PartLocator系统支持触摸屏操作,支持条形码输入。系统为每个操作者提供了多个相关提示和一定程度的控制,而管理层控制可干预那些不确定的检测和定位。 NC PartLocator运行时所使用的是前道工序所产生的检测路径(如离线坐标测量机软件或NC测头所测量的数据),因此不需使用CAD模型也可运行。 NC PartLocator 易学、易用,用户界面清晰、简便,支持触摸屏操作,支持条形码操作。用户可以任意方式自定义NC PartLocator,系统提供的HTML界面可全面跟踪产品制造过程的每一个环节和每一步。 NC PartLocator是一个完全的解决方案,用户可使用任何一种面向对象的语言,根据自己生产实际的需要来编写自动对齐定位方案。 |