策略
车削循环 高效制造 millTURN 模块集成在 hyperMILL® 中,提供许多有效的车削循环,包括毛坯追踪、冲突检查和工具数据库。 车削粗加工
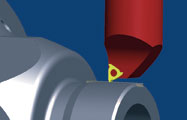
可以旋转、对称地加工任何形状的毛坯的内外曲面。车削粗加工可以执行为轴向车削、面车削或轮廓线平行粗加工。轮廓线平行粗加工可以使用倾斜的刀具执 行。像工件位置定义(也是根据 ISO 代码)、轮廓线选择、毛坯修剪、毛坯追踪和轨迹补偿等功能可以优化加工操作。同时也会考虑凹陷轮廓。 车削精加工
使用此策略时,会通过轮廓线平行加工对粗加工过的曲面进行精加工。不同的进刀和退刀宏程序(例如沿切线方向的进刀/退刀或弧形运动的进刀/退刀)使加工尽可能达到最佳效果。各种进刀和退刀宏程序可以相互结合。 开槽
此策略可用于加工带有凹槽和托肩的部件。开槽、切断工件和凹槽车削都可以编程。有不同的优化方案可供使用,例如轴向开槽、对难以切削的材料以斜向进行轴向开槽、对深薄凹槽进行径向粗加工、单步再加工或“只是从上到下铣削”。 螺纹加工
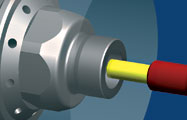
此策略用于以常量节距车削外部及内部螺纹,可以车削单起点或多起点圆柱形或圆锥形外部及内部螺纹。进给采用常量螺距或常量 X 值。螺纹的定义非常简单,只需确定螺纹外边界、中心或外直径以及前导或尾随运动即可。 钻孔
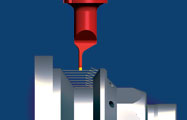
在铣床/车床中,此策略可以替代螺旋钻孔。它适用于以固定刀具在工件的旋转轴上车削钻孔。毛坯追踪也可与此策略一起使用。 技术交流论坛请访问://www.icax.org/forum-hyperMILL-1.html |