一、前言 竞争越来越激烈的塑料成型业者莫不绞尽脑汁压低成本以争取订单,多年下来所有可能降低成本的方法都用尽了。却忽略了可大幅降低成本之解决方案-那就是降低Cycle time(成型时间),但以传统成型观念似乎是很难达成。如今德国Wieder公司经过多年实际验证后已成功的利用”脉冲式模腔壁温度精控系统”,可轻易的降低Cycle time多达30%-50%左右,堪称二十一世纪之最大突破。 二、脉冲式冷却效率高达30%左右 从热动力学之热传导性能文献中可看出利用脉冲冷却时,在水阀突然开启而在相同的流速之下,热交换系数突然增大至比采用传统持续式流动冷却还高出30%左右(以PA66为例)(参考图一),这一效果是暂时中断冷却区的现象导致的[1]。而采用Wieder公司研发的Hecto控制系统,更能将脉冲冷却达到最大的热量转移效果[2]。 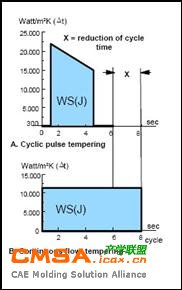 (图一) 三、模腔壁周期式模温控制 搭配脉冲式冷却原理,在注塑过程中,只有模腔壁而不是整个模具应被保持在ㄧ特定温度水平,因此可利用较低温的冷却液使冷却液与模腔的温差变大而达到最大的热交换效果(参考图二)。为达到最精确的掌握模腔壁温度,温度传感器将被安置在模腔壁2.5mm左右。(参考图三) 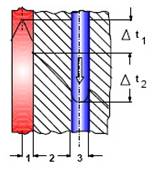 (图二) 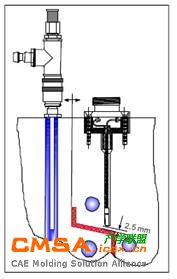 (图三) 四、冷却通路之配量 由图四显示运用C-HECTO系统可精确掌握模具内热量 之转移与传导,而精算出冷却流道的配置[3][4]。 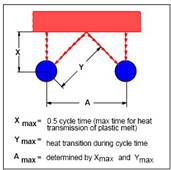 (图四) 五、脉冲之开启时机 Wieder公司提供的Tool Master装置可经由计算机模式根据脉冲冷却下需带走的热量,精控水阀之开与关(参考图五),并根据环境等变动因素可由计算机全自动调节。 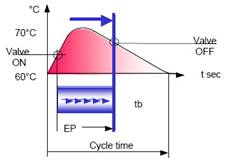 (图五) 六、第三代Multi Valve控制系统 图六中说明Tool Master装置可利用ㄧ个温度传感器同时控制多个水阀之个别开关时机。此专利的多重阀控制技术不但可降低成本,而且使得温控更精准[5][6]。 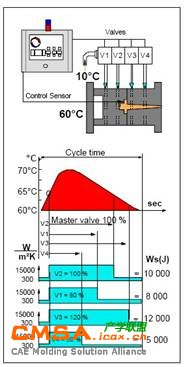 (图六) 七、结论 C-HECTO之设计搭配Tool Master系统完美突破以往的模温控制观念,从理论到实际导入量产,已经证明此新技术的引进可大幅降低生产成本,提升竞争力。并因能大量节省能源,更将符合现在追求绿能改革的大趋势。综合C-HECTO及 Tool Master之技术引进将可获得如下的优势。 缩短成型周期时间 提高产品质量 降低能源成本 可提高生产效能至50% 简化模具设计 提高模具寿命 间接符合绿色能源之诉求 八、参考文献 【1】Wuebken G: Spritzgiesswerkzeuge,VDI Verlag, 1980, S. 132 【2】Kotzab W. : Exakte Temperierung bei geringem Kostenaufwand(Plastverar-beiter 5/84) 【3】DE 44 44 197 C2 Verfahren zum Temperieren einer Spritzgiessform und Spritzgiessform zur Durchfuehrung des Verfahrens (1997), Werner Kotzab 【4】US 582 7 465, UK 229 5 984 A 【5】DE 43 07 347 Verfahren zum Tem- perieren einer Spritzgiessform(1996), Werner Kotzab 【6】US 5.427.720, UK 22 76 017 B, AU 403 856, Japan Hei-6-315 963 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org

