References [1] Kirby Losch, Thin wall molding, Modern Plastic [2] International, 73 October (1997) Sued Kunststoffe Zentrum, Aufheiz und Abkuehlvergaenge, 45(1994) [3] J.P. Ibar, Meelt viscosity reduction of plastic by vibration during filling in injection miolding, 429 ANTEC (1997) [4] Sook-Jia Yim, Momentary Surface heated mold tool with gas flame, International Patent Publication, WO 98/51460 (1998) [5] Yakinoti Kohama, Heating method for mold of blow molding, Patent abstract of Japan, M-1676 (1994) [6] Kinzo Yamaguchi, Injection molding method for precision molded article, Patent abstract of Japan, M-556 (1987) [7] Kataoka Hiroshi, Metallic mold for Molding synthetic resin, International Patent Publication, WO 93/06980 (1993) [8] A. Kikuchi and R.F. Callahan, Injection Molding, H4-New Technology and DevelOPMent Part 1, SPE ANTEC 1996 Conference Proceeding (CD-ROM) (1996) [9] P. Zoller and D. Walsh, Standard Pressure- Volume-Temperature Data for Polymer, Technomic Publishing Co (1995) [10] Mold Flow, Moldflow Pty Ltd, Cochester Rd, Kilshyth Vic. 3175 Australia
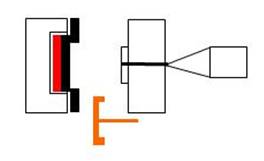
Figure 1 Status of mold open (Heating start)
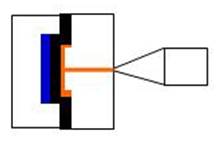
Figure 2 Status of mold close (Cooling start) 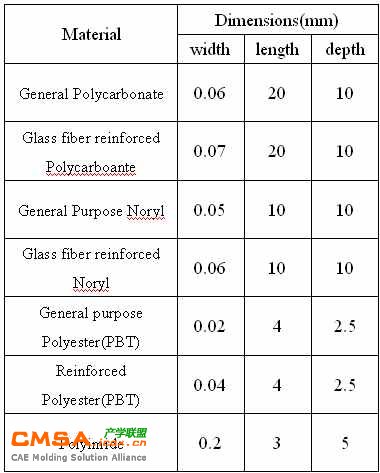 Table 1 Typical value of non flow thickness 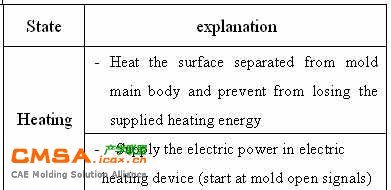 Table 2 E-MOLD process procedure 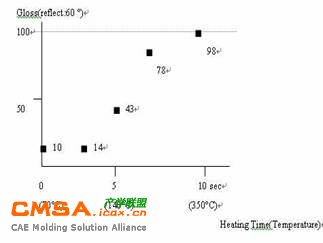 Figure 3 Gloss Vs heating time (mold temperature) 30% GFR Polycarbonate by Wonder Injection Molding with E-MOLD Process 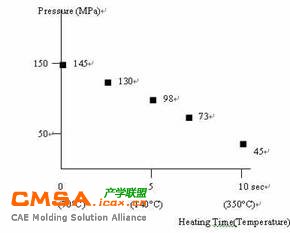 Figure 4 Injection Pressure in Wonder injection Molding with E-MOLD Process with 30% GFR Polycarbonate |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org