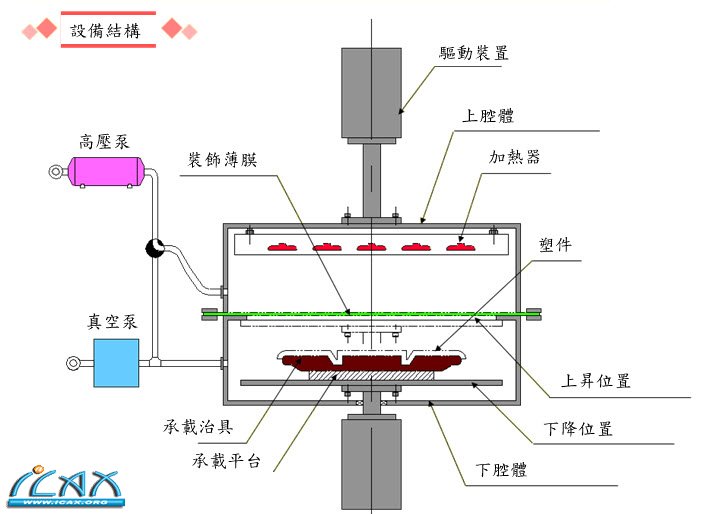
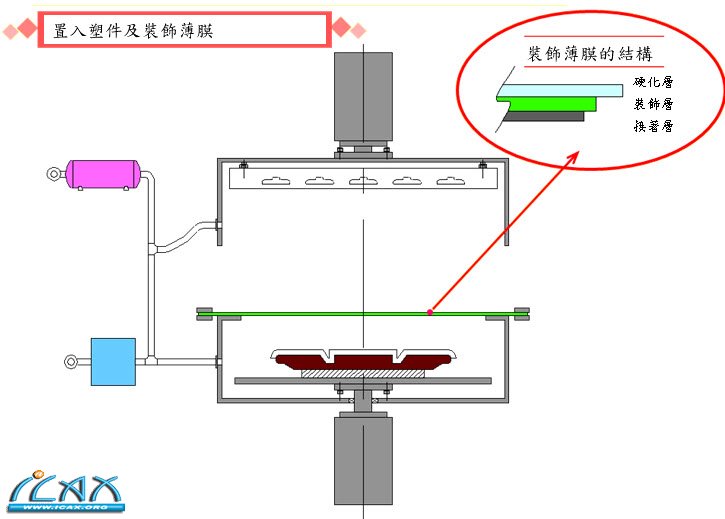
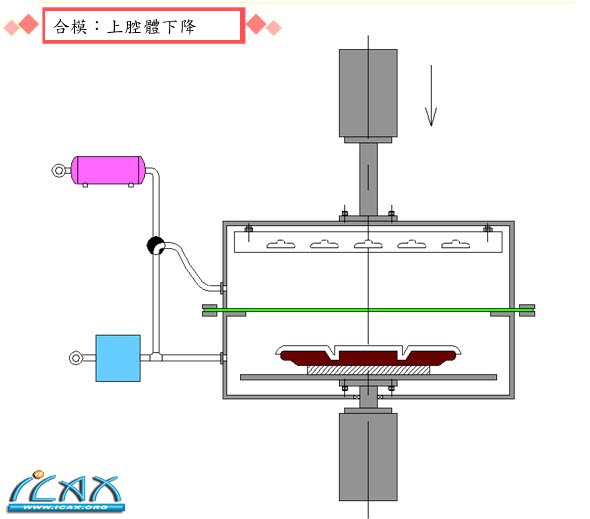
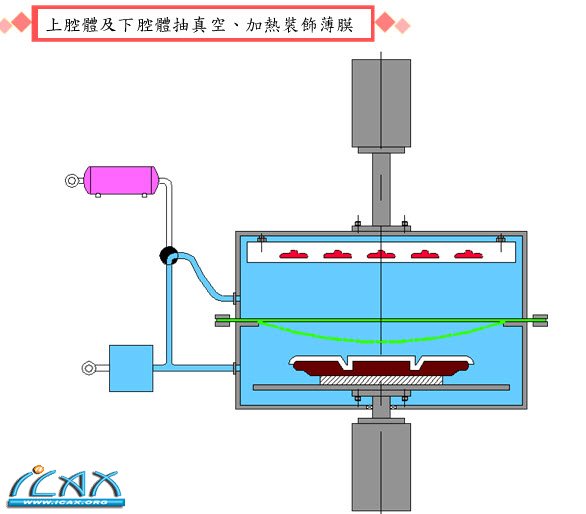
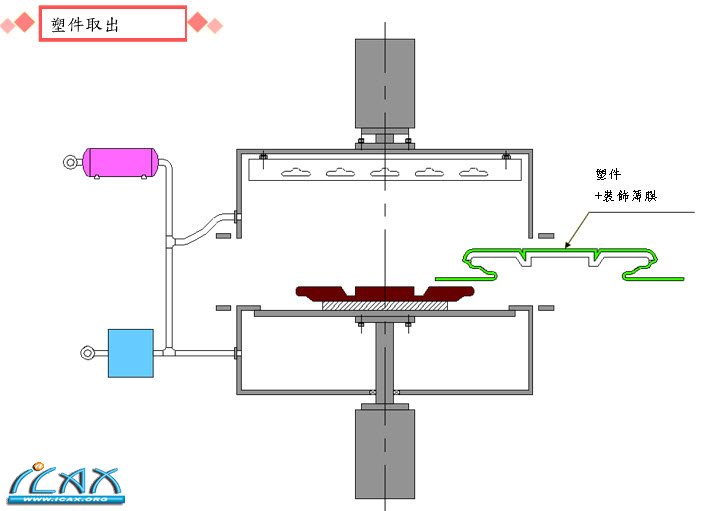
The application on the decoration of molding part for TOM technology 唐兆璋 / Steve Tang 龙生工业股份有限公司 / Dragonjet Company 中文摘要 曲面塑件如果要有丰富的装饰效果在过去大多采用水压转印制程来实现,近年来模内装饰成型(IMD, In Mold Decoration)技术也开始崭露头角,IMD 工法不同于水压转印技术采用的是气体压差原理来进行塑件薄膜装饰成型,相较于水压转印制程其具有更好的定位性并符合日益高涨的环保要求,因为手机及笔记本电脑的高度成长也带动了IMD 技术的发展,虽然IMD 技术发展至今已经衍生出IMR,IMF, IML…等不同工法,但仍然无法满足挑剔的机构设计者需求,因此TOM 工法针对原IMD 工法在定位性、收边断差…等不易改善的问题进行改善,以满足消费者的需求。 关键词: 射出成型, 热压成型, 模内装饰射出成型, IMD, IMF, IMR 一、前言 水压转印及模内装饰技术无论在中国或台湾地区均已是相当成熟的技术,虽然这两个技术已经能提供丰富的装饰效果,但在定位性及收边断差的问题仍然无法解决,因此为了提供更高质量的装饰技术,TOM 工法便孕育而生,TOM 工法为一高精密的成型工法,可有效的解决此一问题。 二、制程工法说明 TOM(Three demission overlay method)的设备主体为一密闭腔体,并由一装饰薄膜将密闭腔体分隔为两个独立气室,在成型前先将两个气室进行分别抽真空再进行加热、预拉伸、加压、冷却等程序,因为整个成型过程均在一密闭空间进行,因此不易受到外在环境的影响,尤其是温度的变化,因此可大幅提升制程的稳定度,以达到提高定位精度的目的;再者采用预拉伸可提升薄膜的延伸量,使薄膜能顺利包覆至塑件的内部,塑件的收边经过裁切后因为收边在塑件内部,因此不会有断差的产生,进而得到一高质量的薄膜装饰塑件。 TOM 工法的制程结构如图一所示,首先上下腔体开启置入塑件及装饰薄膜如图二所示,完成后上下腔体进行合模如图三所示,完成后上腔体及下腔体同时抽真空,并同时进行装饰薄膜的加热如图四所示,当薄膜达到可加工的温度后承载治具上升进行预成型如图五所示,此时导入大气通入上腔体进行大气压加热如图六所示,再将成型完成的包覆塑件取出如图七所示,经过修边整理后即完成最终的塑件部品。
图一、制程结构图
图二、置入塑件及装饰薄膜
图三、上腔体上降合模
图四、上腔体及下腔体抽真空、加热装饰薄膜
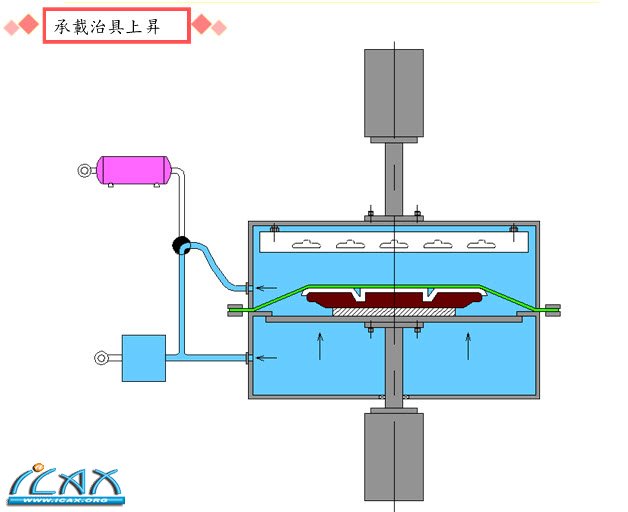
图五、承载治具上升进行预成型
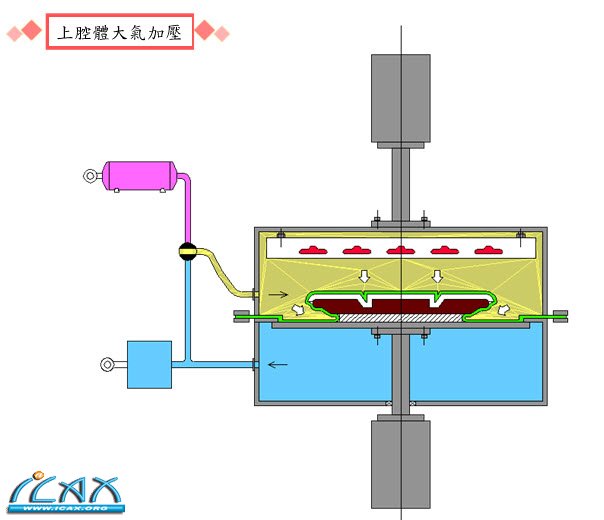
图六、上腔体采用大气压加压
图八、完成塑件部品 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org