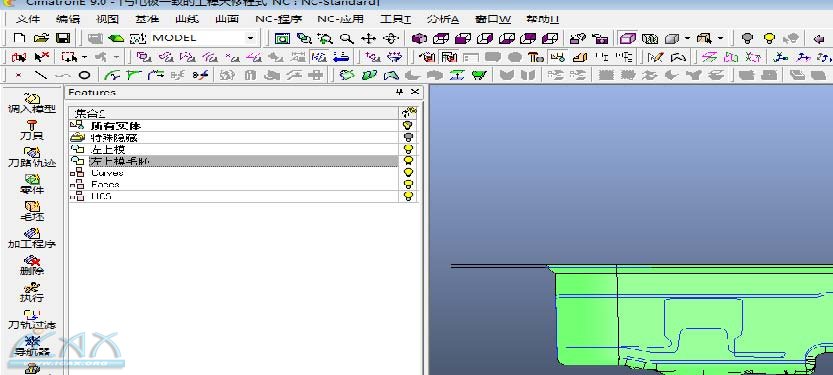
汽车锻造模具因其特有的返修率而与其它模具明显不同,比如一副新制模具在锻打之后可以重新下沉烧焊之后再加工就可以当新制模具使用,此举能有效地缩短锻模维修周期,降低模具维修成本,提高锻造模的使用寿命。本文就实际编程中使用CimatronE的几点体会和大家共享。 1.CimatronE强大的毛坯识别功能。在做下沉模具时,可以直接将现有的模型抬高所要下沉的尺寸作为毛坯,并单独建立图层;在建立毛坯程序时就可以调用此程式作为参考毛坯;在使用粗加工计算时可以直接选取现有的模型作为加工曲面计算即可完成模具下沉的工艺编制,非常的方便快捷和实用高效。
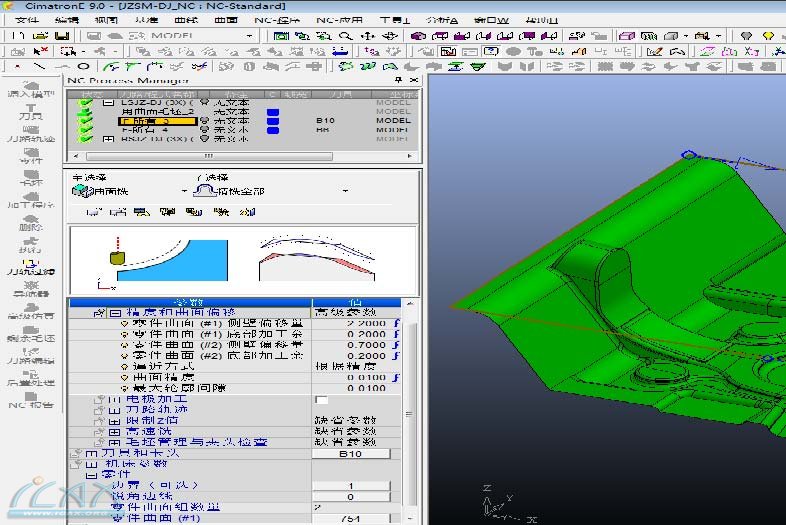
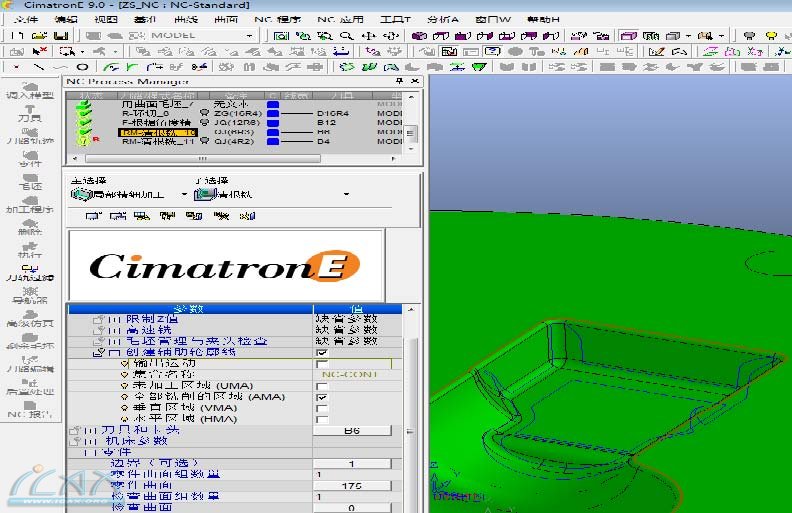
2灵活的曲面余量功能。因汽车锻造模具一般都做开式设计,且其整形模一般都是在锻模的基础上通过设置不同的曲面加工余量获得,这样就要求根据不同工艺需求需放置不同的加工余量,这一点在CimatroE中能很轻松的办到。源于CimatronE在编程过程中自动控制不同组别的曲面余量,可以同时设置六组不同的曲面余量。减少了编程过程中对几何模型的处理工作量,从模具设计、制造的整个环节上看,有效地减少了模具设计的环节,为模具开发节约了大量的时间。如下图参数设置对话框:
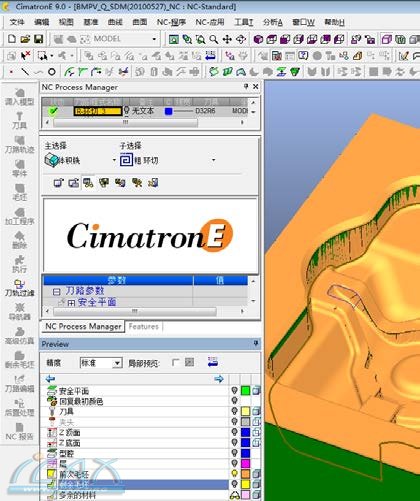
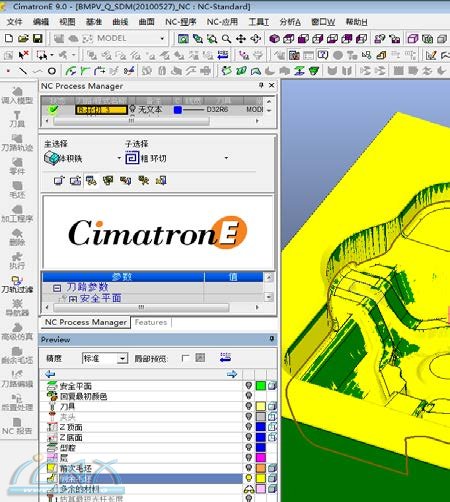
3.高效的毛坯预览功能。这是同类软件所不能做到的,在编制好一条工艺之后、计算程序前可以先使用此功能进行预览,及时发现参数设置的不合理之处并及时改进。快速预览的最大好处是预览速度快,预览的工艺参数全面:预览的时间通常只需要几秒钟就可以完成,有效地防止了参数设置失误导致白白的浪费了计算时间的现象,从而使每个程序只需进行一次的实际计算时间,大大提高编程效率,与传统软件相比,提高近70%,尤其对编程计算时间长的复杂模具零件,这是大多数编程人员都希望拥有的。预览的参数包括层降、行距、编程精度以及最小刀长,在提供有效的参考编程结果的同时,给出编程所需最小刀长,确保程序的安全。
4.快捷的轮廓应用功能。在模具的数控工艺编制过程中,经常需要用到轮廓线进行限制加工区域的目的,CimatronE提供了多种选取轮廓线的方式:轮廓内、轮廓外、轮廓上、接触点、保持尖角边选择策略等等,还具有根据刀具路径创建辅助轮廓的功能,既能达到提高编程效率的目的,也效率的目的,也效率的目的,也助于提高模具加工质量。
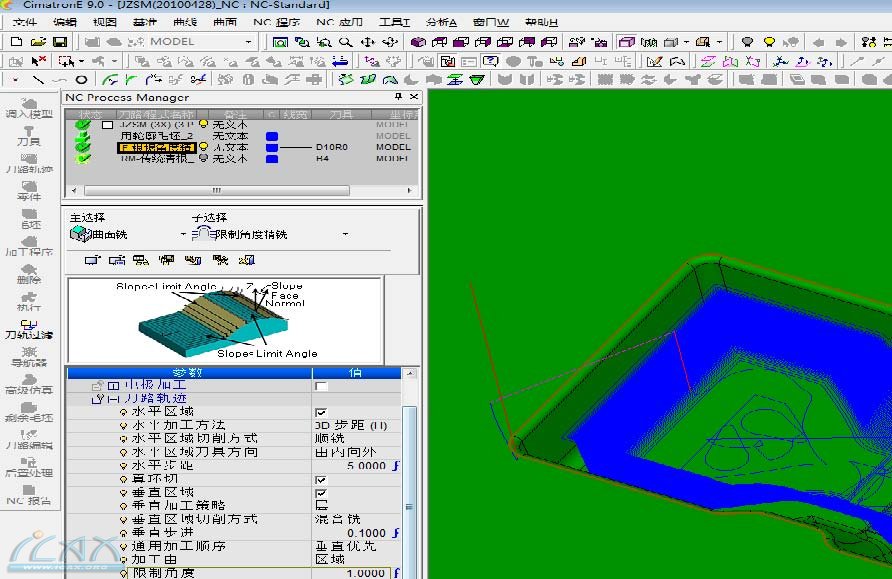
5.强悍的根据斜率精加工曲面功能。这个功能很多使用者都在用,也就是IT时代所谓的万能的WCUT精加工,众所周知,非常的强悍。在CimatronE中通过设置合理的角度(近似于零角度)和加工方式(等高+3D)可以实现最佳等高,直壁部分采用等高+层间补刀实现均匀余量,平面部分采用3D(较大步距)实现。最重要的是,等高等宽在一个程序中进行,确保等高等宽区域之间在衔接处没有任何接痕,保证模具的表面质量,这是任何把等高、等宽分开来处理的工艺所无法实现的,所以可以称之为真正意义上的最佳等高-等宽策略。
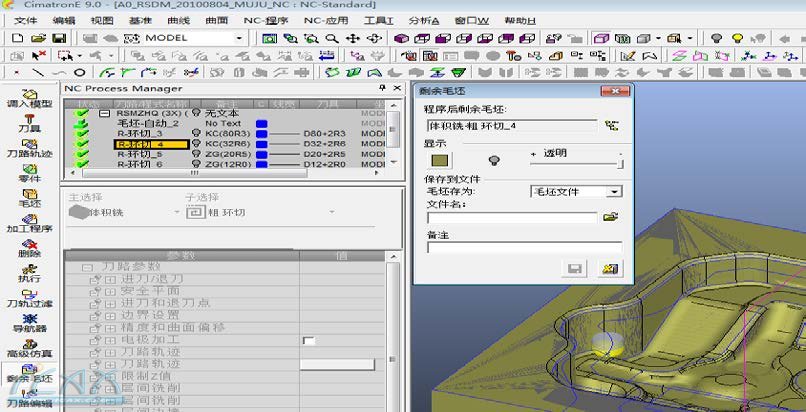
6. 快捷的剩余毛坯功能。很多新手或从IT用户转过来的都习惯自己画轮廓线进行二次开粗,CimatronE自动识别开粗后的毛坯余量,使用此功能能快速准确的知道开粗之后的余量,提供了画轮廓的基准,而不像IT一样完全凭经验评估余量,这对新手来说绝对是一大福音。
7.多种编程选项,确保高质量的加工结果,提高编程的高效性:如保持尖角边、根据接触点编程、刀路自动延伸等策略都是从CimatronE9.0开始新增的功能,在提高加工质量的同时,客观上提供了编程效率,即原来需要几个程序得到的结果,现在只需要一个程序即可得到。 我大体概括了以上几点,也是我实际工作中用的最多的地方。基于以上几点,使得我目前的编程效率与以前相比提高近40%。 |