3D平台的五金模具设计是一项新颖设计理念,面对日新月异的替换性市场的更新,钣金产品零件设计越来越复杂,这就注定传统式的2D五金设计平台必然遇到无法解决的瓶颈,例如钣金零件复杂型位展开,钣金零件冲压精度,更重要的是交付周期的日益缩减;同时这也是五金模具设计生产的发展的重大难点之一。 CimatronE软件五金模具解决方案在客户使用群体中深得广泛好评,尤其在专业钣金展开功能中特具特点——操作简单,展开精准,效率奇高。 针对复杂异性的钣金成型零件展开与冲压有限元分析,CimatronE拥有简单非凡的解决方法。下面以一个案例简述如何进行异性复杂曲面的钣金展开。
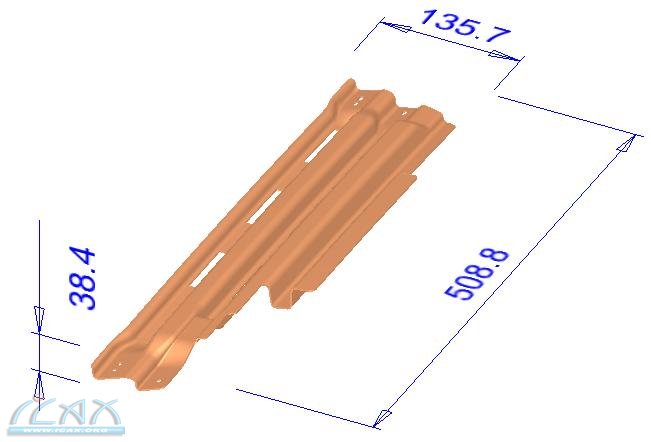
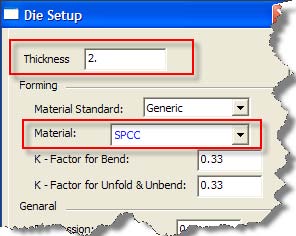
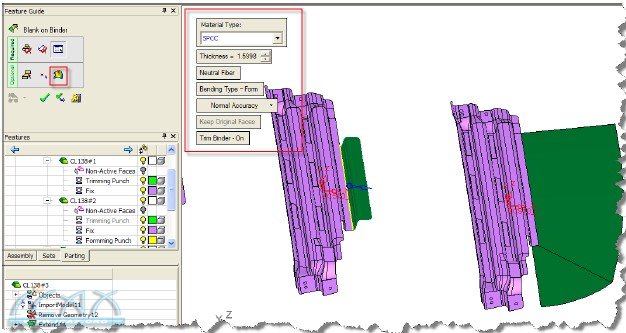
1、 见上图零件档案,整个图档均为非规则曲面,没有一处地方是平直曲面。通过级进模向导进入级进模设计系统,并设定材料的类型为:SPCC;材料厚度为2mm。
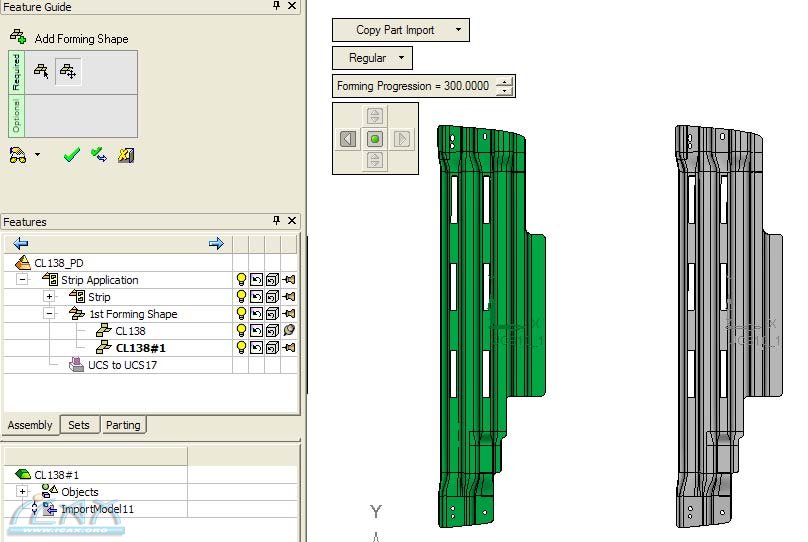
2、 选取  ,新增一个工步。 ,新增一个工步。
3、 通过  选取钣金零件的上表面或者下表面作为展开的参考基准面。这时CimatronE钣金展开的系统会自动侦测钣金零件的材料厚度,上面的步骤我们所设定的2mm和实际的图档的厚度1.6mm有差异,系统会自动提醒用户需要更新材料厚度。 选取钣金零件的上表面或者下表面作为展开的参考基准面。这时CimatronE钣金展开的系统会自动侦测钣金零件的材料厚度,上面的步骤我们所设定的2mm和实际的图档的厚度1.6mm有差异,系统会自动提醒用户需要更新材料厚度。 4、 在新增的工位中,我们把所有孔部分通过CimatronE的曲面修补功能快速修补曲面上的孔位。
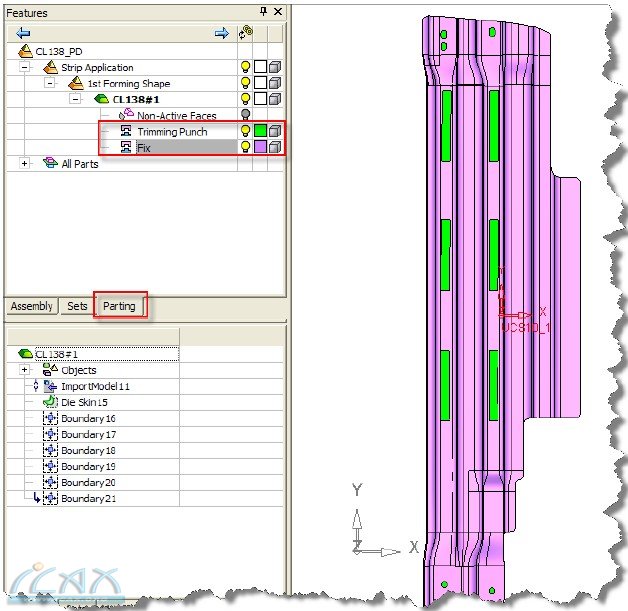
5、同时在该工位中把补好孔位的曲面通过  ,把曲面分配相应的“Trimming Punch”冲压属性,其余的曲面分配为“Fix”冲压属性,以便在后期设计中区分其冲压的工序。(可以根据个人偏好修改冲压属性的表达方式) ,把曲面分配相应的“Trimming Punch”冲压属性,其余的曲面分配为“Fix”冲压属性,以便在后期设计中区分其冲压的工序。(可以根据个人偏好修改冲压属性的表达方式)
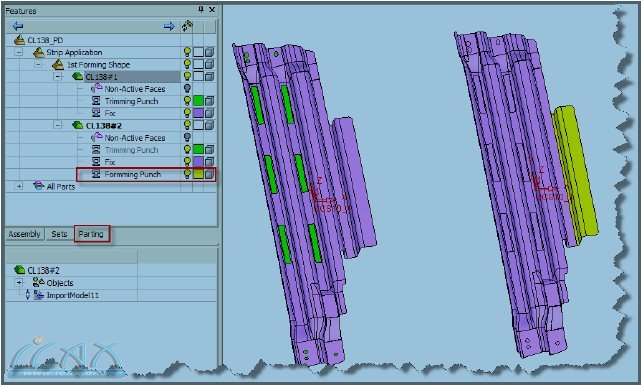
6、 完成以上步骤,继续选取 。在上一个工位基础上再增加一个工位。此时,把刚才所归属“Trimming Punch”冲压属性的曲面合并在“Fix”冲压属性中,增加钣金零件右边的曲面为“Formming Punch”冲压属性。
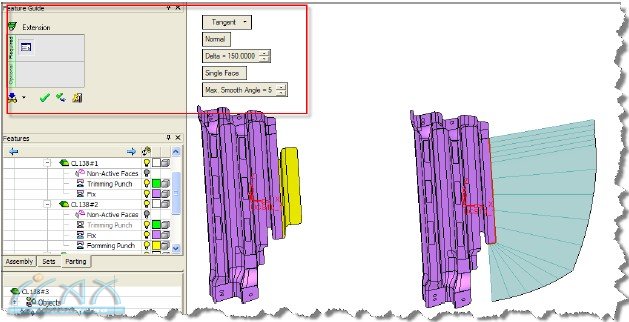
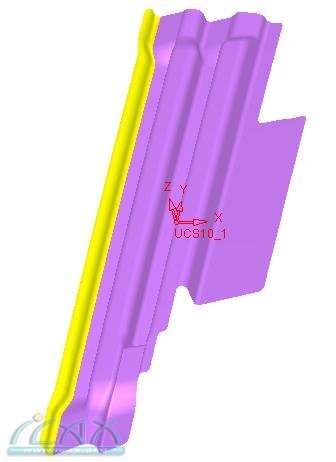
7、 继续基于前个工序增加新一个工站。并把“Formming Punch”冲压属性(即黄色部分曲面)的曲面删除。按原有曲面曲率作曲面的延伸。延伸部分的曲面使用  缝合曲面。 缝合曲面。
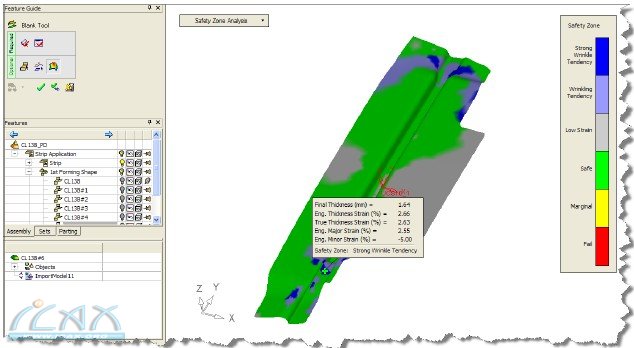
8、 此时  ,选择功能,首先点选已经缝合的延伸部分曲面,再点选上一工位相应部位曲面。点击鼠标中键确认,弹出展开参数设置选项框,可修改展开的参数同时可选择进行冲压有限元分析。确认以后即可按要求的曲率展开该部分的曲面。 ,选择功能,首先点选已经缝合的延伸部分曲面,再点选上一工位相应部位曲面。点击鼠标中键确认,弹出展开参数设置选项框,可修改展开的参数同时可选择进行冲压有限元分析。确认以后即可按要求的曲率展开该部分的曲面。
9、 把展开的曲面连同其他曲面一起缝合成为整体。并把展开部分的曲面归属“Fix”冲压属性,把钣金零件左边的曲面归属“Formming Punch”冲压属性。
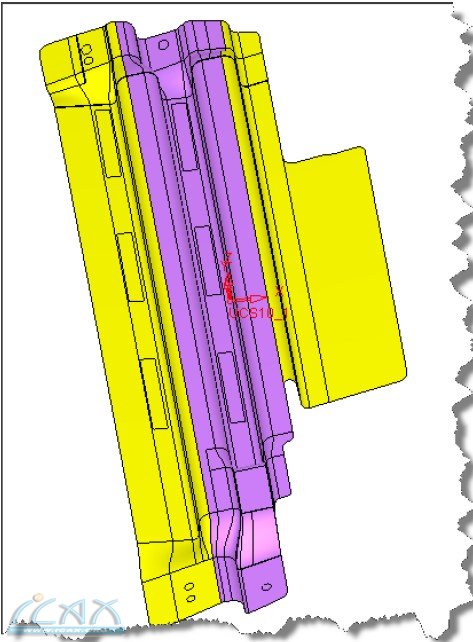
10、继续根据上个工位,增加新一个工位,把归属“Formming Punch”冲压属性的即黄色部分曲面)的曲面删除。按原有曲面曲率作曲面的延伸。延伸部分的曲面使用  缝合曲面。使用 缝合曲面。使用 ,重复上述第7,8的步骤把此处曲面展开。 ,重复上述第7,8的步骤把此处曲面展开。 11、把展开的曲面连同其他曲面一起缝合成为整体。并把展开部分的曲面归属“Fix”冲压属性,把钣金零件左边和右边对称的曲面归属“Formming Punch”冲压属性。
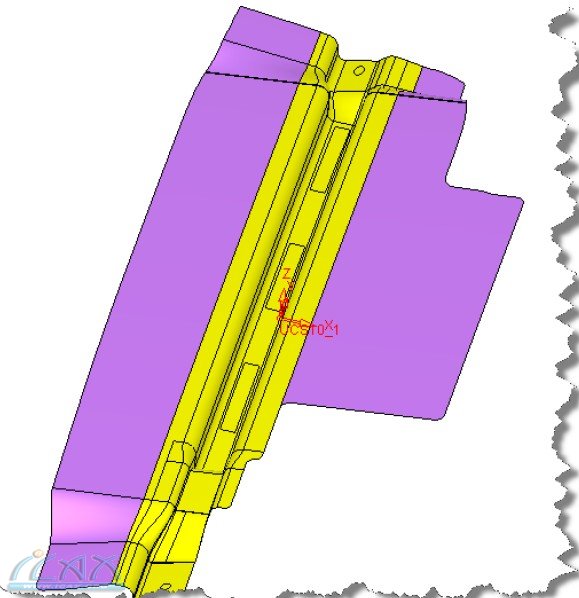
12、继续根据上个工位,增加新一个工位,把归属“Formming Punch”冲压属性的即黄色部分曲面)的曲面删除。按原有曲面曲率作曲面的延伸。延伸部分的曲面使用  缝合曲面。使用,重复上述第7,8的步骤把此处曲面展开。 缝合曲面。使用,重复上述第7,8的步骤把此处曲面展开。 13、把展开的曲面连同其他曲面一起缝合成为整体。并把展开部分的曲面归属“Fix”冲压属性,把钣金零件中间成型的曲面归属“Formming Punch”冲压属性。
14、。直接使用功能  ,在该工位上选择任意曲面位置,由于该工站的成型位置相对复杂,可选择进行冲压有有限元分析,如果没有问题可把全部成型部位展平为最大下料尺寸。 ,在该工位上选择任意曲面位置,由于该工站的成型位置相对复杂,可选择进行冲压有有限元分析,如果没有问题可把全部成型部位展平为最大下料尺寸。
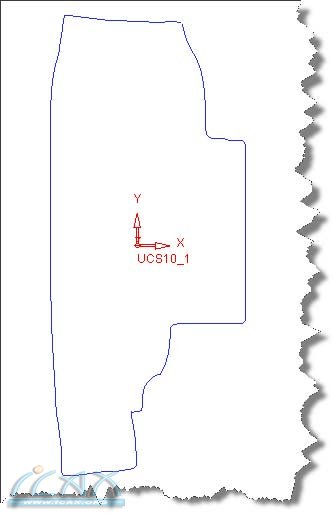
15、展开结果如下图所示。
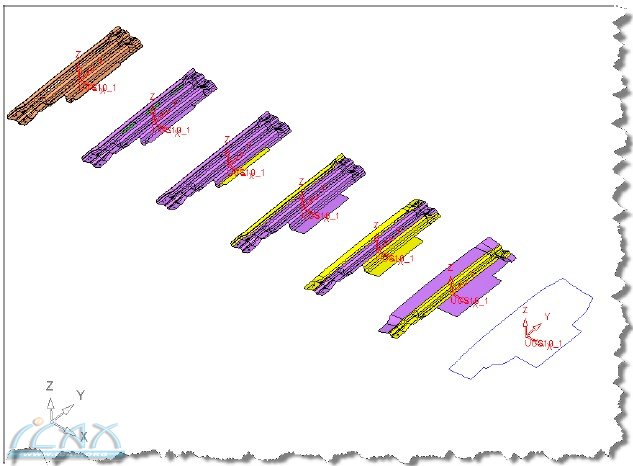
16、全局展开,按照合理的工站排布以及冲压属性的区分,该图档的成型的过程十分简单,直观地展现在设计者面前。
17、该非规则自由曲面类钣金零件的展开,在传统2D的设计平台上是无法高效率,简单,精准地根据工序展开,这就是现代五金冲压行业急需突破的技术难点之一。此时,CimatronE为现在五金冲压行业提供了专业,简单操作,高效精准的全新3D设计平台,充分能体现与展示优越的技术优势,大大提高工模具行业的作业效率与产品质量。该零件已在CimatronE的标准客户实际生产当中成功冲压钣金件,仅仅通过两次的模具修改即完成模具冲设计到产品交付的过程,展开的轮廓与最终试模修正的轮廓只相差0.05~0.08之间的精度公差。 |