关于车铣复合加工 车铣复合设备不仅提高了工艺的有效性,由于零件在整个加工过程中只有一次装卡,加工的精度更容易获得保证,同时大大缩短了生产过程链。而且只需把加工任务交给一个工作岗位,这样不仅使生产管理和计划调度简化,而且透明度明显提高,无需复杂的计划系统就能够迅速解决所发生的事情并使之优化。工件越复杂,它相对传统工序分散的生产方法的优势就越明显。此外,尽管完整加工机床的单台设备价格较高,但由于过程链的缩短和设备数量的减少,车间占地面积和设备维护费用也随之减少,从而降低了总体固定资产的投资、生产运作和管理的成本。 车铣复合机床的发展,也对 CAM软件提出了更多的要求,复杂的车铣复合设备用传统的手工编程是很难实现的,并且效率很低。很多传统的以铣削为发展方向的 CAM软件也是无法完成这种类型的编程。而GibbsCAM软件顺应机床发展形势,支持这些多主轴、多刀塔的车铣复合设备。以下就以一个带Y、C轴的车铣复合的加工实例,向大家介绍 GibbsCAM软件在车铣复合加工过程中如何利用Y、C轴来加工槽和孔。
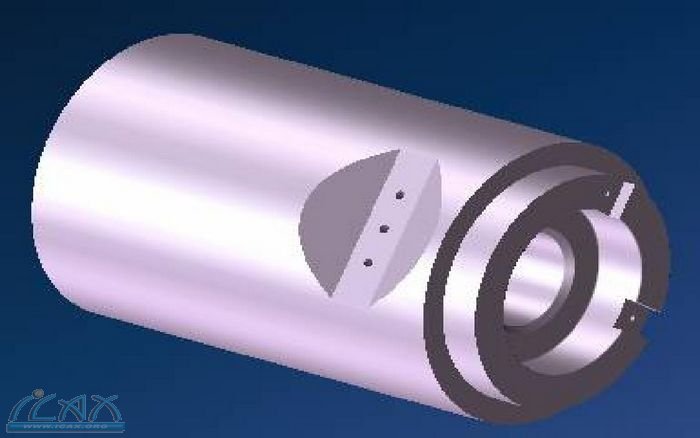
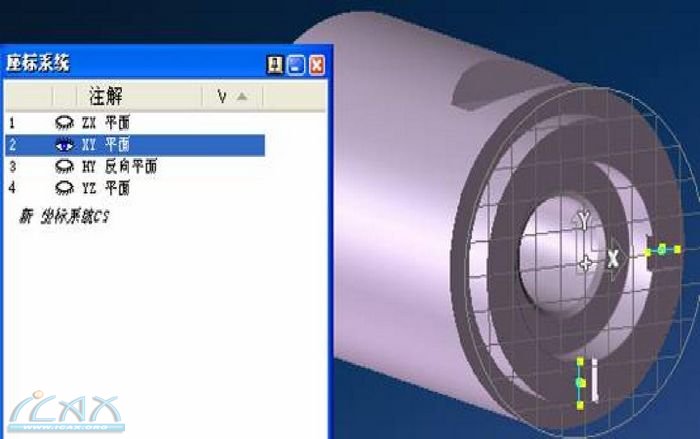
本工件乃某军工企业的产品,它包含的普通 2轴车削部分要加工,需要明确的是还有圆柱面上的一个U型槽需要铣削,另外还需要钻 3个孔,当然了还需要用到 C轴来铣削端面的两个U型槽和钻孔。 ●GibbsCAM具有非常出色的实体读入能力,在直接读取相应的模型后,就可以通过创建毛坯、基本的 2轴车、钻孔、镗孔加工等操作完成大部分的加工。当需要加工端面面上的 U形槽和孔的时候,就需要使用 C轴功能了,加工圆柱面上的 U形槽和孔的时候就用到Y轴的功能了。首先在相应的特征上新建坐标系(CS)。 ●坐标系(CS)在 GibbsCAM的Y、C轴加工中是必不可少的,数控机床相关点的计算也是由CS得来的。 ●由于在 GibbsCAM编程中,当你定义了车铣复合加工操作以后,在坐标系统(CS)中会自动生成 4组坐标平面,当然了,你可以根据需要继续创建更多的坐标系统。
●前面讲到了,2轴车削、钻孔和镗孔已经基本做到位了,后面主要是 C轴、Y轴的铣削功能,那我们先看端面的 2个 U形槽和 2个孔的加工,因为是在端面,所以呢我们需要用到 C轴的加工操作,我们也说到了,编写Y、C轴的程序的时候坐标系统是很关键的,但是,在你定义车铣复合操作的时候它已经帮我们定义好端面C轴的坐标系统 XY平面了。 ●下面我们就按照设定好的坐标系来进行一些面的处理,先切换到 XY平面:
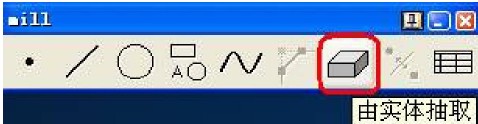
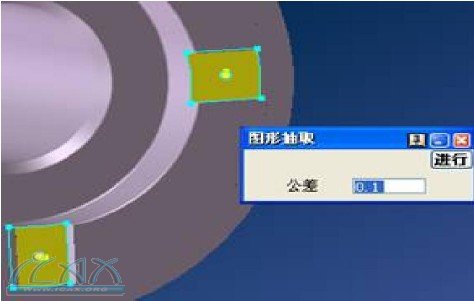
●切换好平面以后呢,我们需要提取 U形槽和孔加工的特征: 1.选中要加工的面: 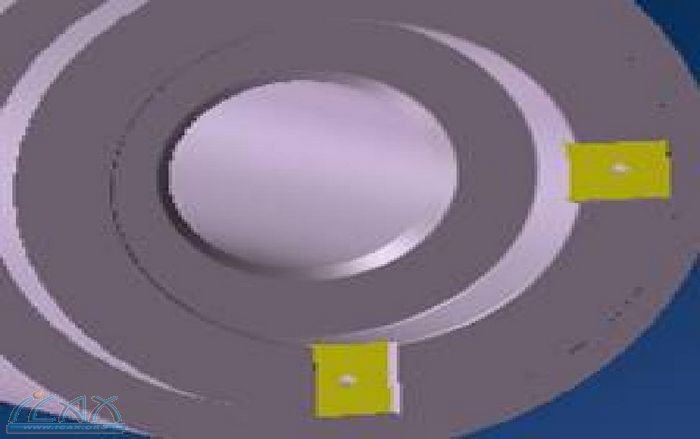 2.使用实体特征抽取功能:
3.抽取出被加工面的边界线:
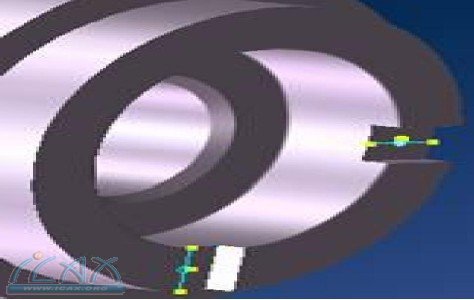
4.进行部分曲线修整:
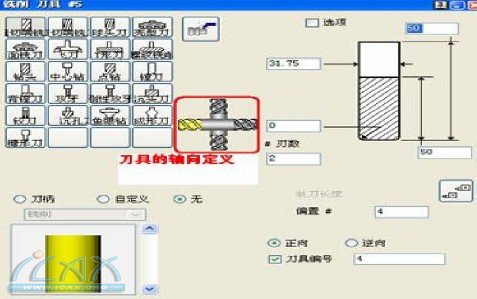
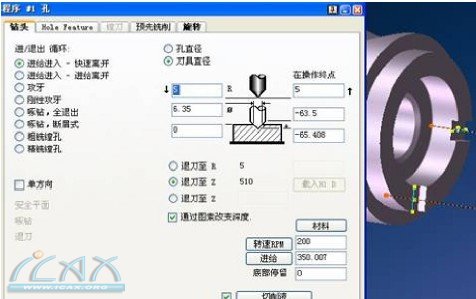
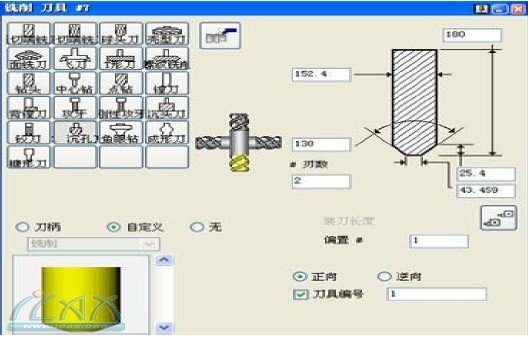
●点击屏幕右上角工具栏中的刀具对话框,进行C轴加工的刀具设置:
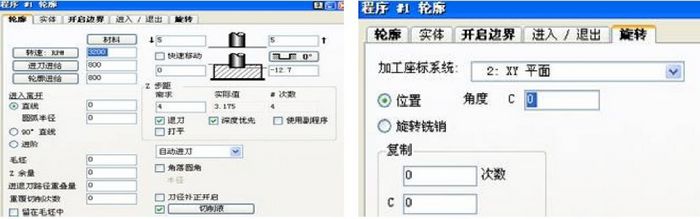
●拖动该刀具和轮廓加工策略到工艺表中进行加工参数设置:进到点位置、加工起始点以及刀具转速和进给,需要说明的是在GibbsCAM编程中,每个操作都需对应相应的 CS系统,否则算出来的程序是不对的,所以还需要在选择一下“加工坐标系统”。
●采用同样的方式编写钻孔的程序:
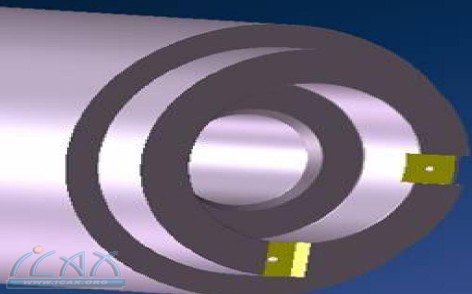
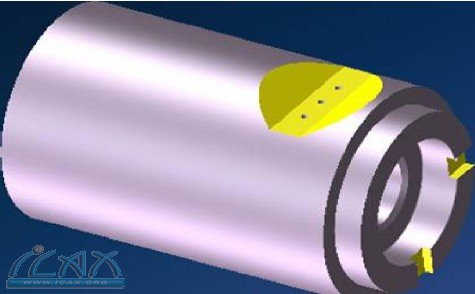
●操作仿真结果:
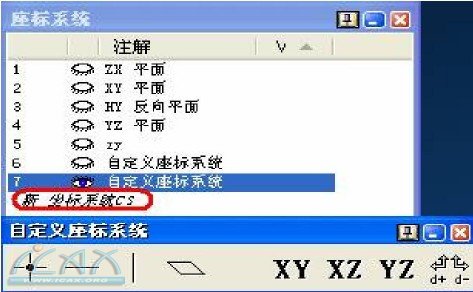
●以上是 C轴加工的结果,还有一个是圆柱面上的一个 U形槽,这个 U形槽采用常用的立铣刀来做也是可以的,但是我们通过图形也可以看出,立铣刀做的结果没有成型刀做的那么理想,所以我们可以采用成型刀来加工这个 U形槽,同上面操作还是一样的,首先建立一个坐标系统 CS: ●首先点击坐标系统图标 ,然后点击:“新建坐标系统”可以自己定义一个新的 CS。
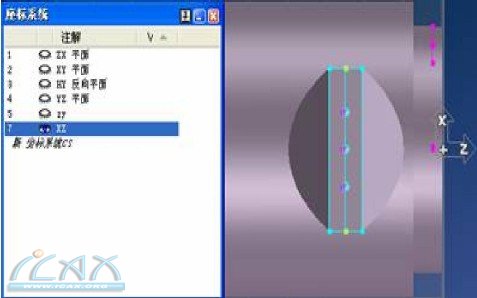
●新建坐标平面 XZ平面:
●新建成型刀具:
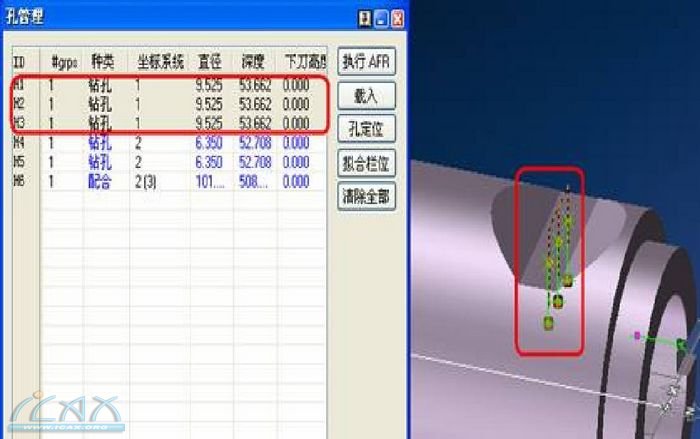
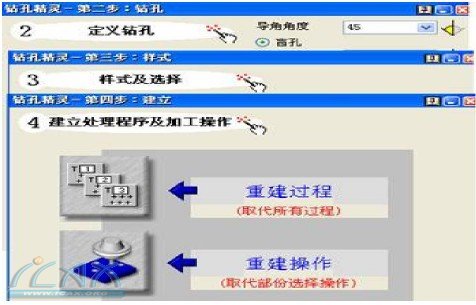
●拖动该刀具和轮廓加工策略到工艺表中进行加工参数设置:进到点位置、加工起始点以及刀具转速和进给,计算结果如下: 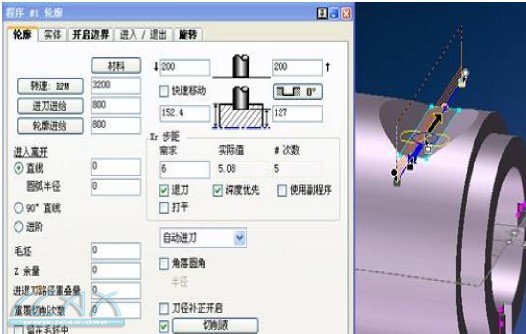 ●下面采用自动钻孔策略将圆柱面上的3个孔进行编程: 1.孔进行特征提取和分类:
2.自动分组并进行自动编程:
●整体仿真模拟得出结果符合要求:
●通过以上步骤,我们就完成了一个简单的Y、C轴实体加工的例子,通过这个例子,我们可以看到, GibbsCAM基于实体加工的方式在复杂车铣复合加工过程中具有的简单、方便、快捷的特性。 |