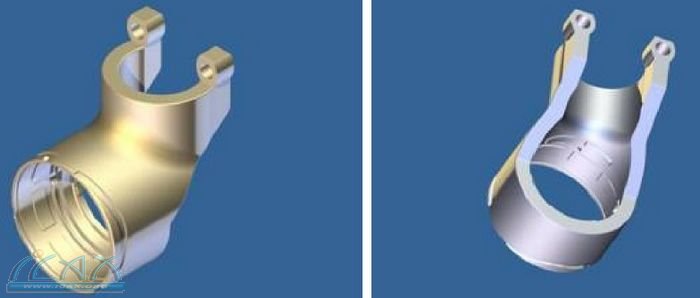
任何零件的加工都离不开工艺的指导,一个好的设计师更需要对零件加工工艺有较强的认知,只有这样你设计的产品才能保证具有完美的加工流畅性。合理确定数控加工工艺对实现优质、高效、和经济的数控加工具有极为重要的作用。其内容包括选择合适的机床、刀具、夹具、走刀路线及切削用量等,只有选择合适的工艺参数及切削策略才能获得理想的加工效果。近期遇见一类零件具有较强的加工难度和复杂的工艺安排,特写此文,以便大家共同讨论。零件如图所示:
该类零件的原始加工方法分为三道工序:
一道工序是指一个(或一组)工人,在一台机床上(或一个工作地点)对一个(或同时对几个)工件所连续完成的那部分工艺过程。也就是说原始加工方法中,需要用三台机床,至少要装夹三次,这种加工方法严重影响加工效率和生产成本,严重影响零件加工精度和各种形位公差(同轴度、对称度等),两台铣床分别对它加工时都必须做工装夹具,然而执行工序 1中的车外圆时由于机床的轴向误差会在外圆柱面上产生圆跳动,这给后道工序 2中的工装夹具制造带来了不少麻烦,通常都要做上好几套夹具,针对不同的圆柱面使用不同的夹具,每加工完一个零件都要花一段时间去更换夹具,等等这些弊端给生产带来了不可估量的损失。 09年 8月购进一款 GibbsCAM软件后,使得可以采用另外一种切削策略进行加工, GibbsCAM编程加工法,该方法只需一道工序:
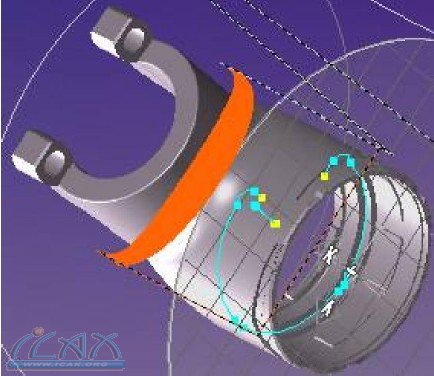
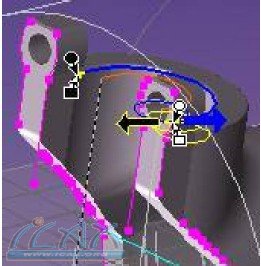
下面详细介绍此方法的加工工步安排: 1.棒料毛坯装夹在主轴上(直径为 110mm的铝合金棒料,通用夹具即可),主轴加工。 2.平端面、车外圆、钻孔、镗孔、钩内槽、半精车、半精镗孔(属于简单类加工) . 3.铣外圆柱面上三条螺旋槽,如图所示:
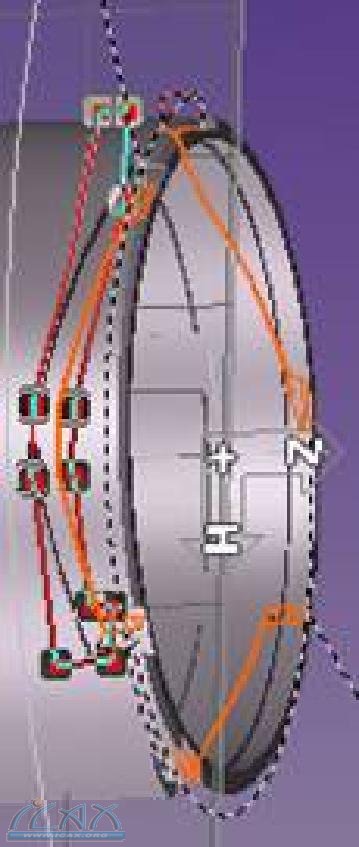
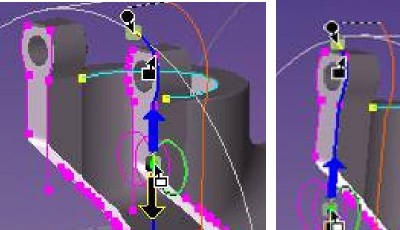
此螺旋槽宽 3.2mm,用直径为 3mm的铣刀铣削,步距为 0.1,总共走了 3刀,以前一直考虑第一刀和剩余两刀能不能设置不同的进给量,因为第一刀是满切削,剩下两刀只走了 0.1mm的余量,然而 GibbsCAM软件解决了该问题,可以通过 ‘可变进给速率 ’来控制任何一个地方你所想要的任何进给量,大大的节约了加工时间。转速 S2500,进给量不同的地方分别为 F200、F400,加工时间 3分钟。 4.铣柱面,如图所示:
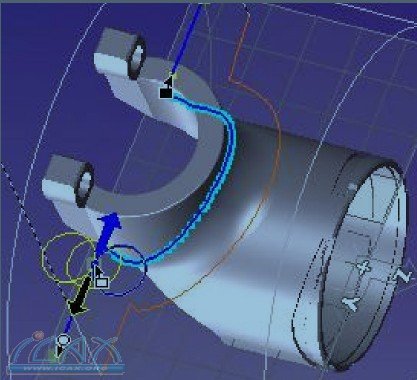
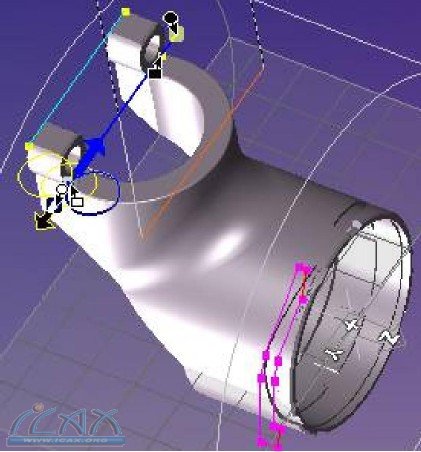
该圆柱面编程较简单,只需在 YZ上的圆柱底面围绕圆柱取一段圆弧即可,直径 10mm球头铣刀转速 S2000,进给量 F150,加工时间为 1分 6秒。 5.铣曲面 1,如图所示:
该曲面采用直径 10mm的球头铣刀铣削, GibbsCAM编程时采用曲面加工法 ,只需控制转速、进给量和加工步距即可。加工步距 0.05mm,转速 S2000,进给量 F500,加工时间 18分钟(曲面最大直径为 68mm)。 6. 铣平面,如图所示:
铣该平面较简单,只需在 YZ面上取一条线段即可,采用直径为 10mm的端铣刀,转速为 S2000,进给量 F120,加工时间为 45秒。 主轴加工完毕,副轴伸出对接切断,开始副轴加工。 1.平端面 2.极坐标插补铣弧面,如图所示:
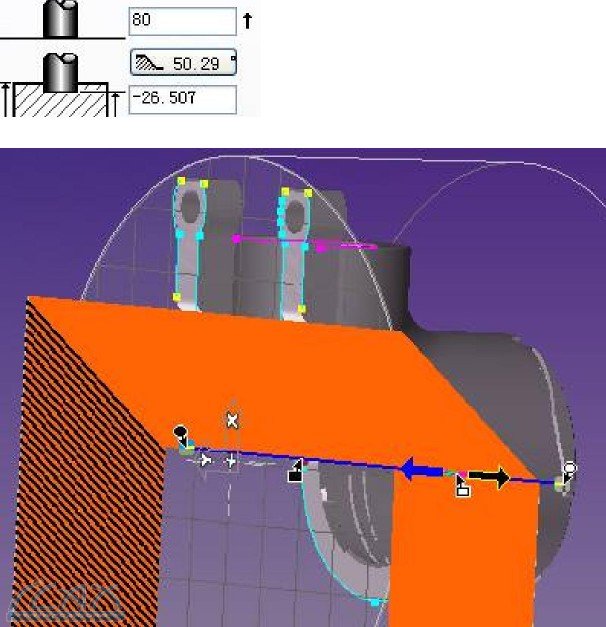
3.铣斜面(与水平面成 50.29度角),如图所示: 采用直径为 10mm端铣刀, GibbsCAM利用一条直线就能编出铣斜面程序,只需在软件里面设置角度为 50.29度,如图: 采用直径 10mm的端铣刀, XY(G17)面上进行加工,转速 S2000,进给量 F120,加工时间 1分钟40秒。
4.铣圆弧面,如图所示:
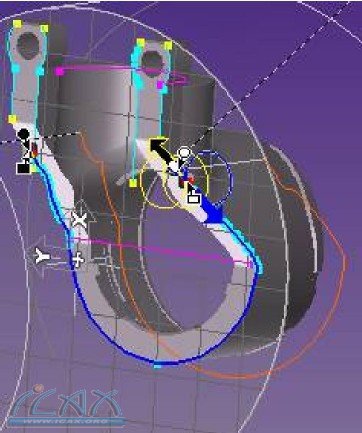
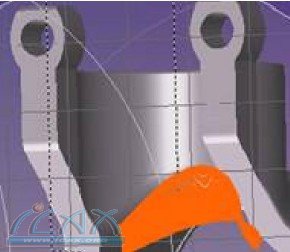
采用直径 10mm端铣刀,转速 S2200,进给量 F150,加工时间为 40秒。 5.铣支架,如图所示:
6.铣曲面 2,如图所示:
采用 6mm球头铣刀,转速 S2500,进给量分别为 F250、F450,加工时间为 5分 34秒。 7.铣孔。 8.精平端面。 根据比较 GibbsCAM编程法加工一个完整的零件用了 1小时 8分 42秒,之前原始加工法分三道工序用时为 1小时 43分钟,GibbsCAM编程加工后集中了工序,保证了零件的各种形位公差,做到了一次装夹全部加工完成,零件加工报废率减小了 80%以上,减少了原始加工中的制作工装夹具的辅助时间,生产率提高了 30%。CAM软件是一种工具,是一个催化剂,对于数百万设备的投入, CAM是必不可少的,在数控加工领域中,CAM的成本可以很快的从增加的收益中收回,多主轴多刀架的设备,通过 CAM软件可以很有效地设置加工节拍,充分发挥双刀架的加工效率,此外,对于多座标联动的加工更是离不开 CAM软件的支持。高效加工不仅仅是一种加工方式,更是一种理念,它涵盖了设备、刀具、工艺流程优化、CAM应用等多个领域范畴;单纯从一个角度出发考虑问题,往往会有山穷水尽的一刻,甚至得到事与愿违的结果。只有从实际出发,结合企业的自身状况,找出最有效的解决方案。 |