复合加工是机械加工的发展方向之一,也是数控设备发展的一个主要方向。在多种复合加工领域中,车铣复合加工是目前发展最完善的一个领域。在国内外的各种展会上,我们可以看到很多机床厂家纷纷推出此类设备作为高端设备的展示内容。 车铣复合加工设备的应用领域广泛,除了可以应用于某些产品的大批量加工外,而且对于一些小批量或单件的生产也大有用武之地。车铣复合加工设备具有至少一个旋转轴的控制能力,使其应用范围可以扩展,甚至可以替代多坐标联动加工中心的工作。 图(1) 叶片数据 在进行叶片程序编制之前,先安排加工工艺,由于该机床设备是多轴车铣复合加工中心,再加上该工件需4轴联动加工,这样可以避免我们多次装夹以免出现偏差。 下图(2)所示为加工该叶片的加工设备 Okuma Multus B300W OSP P 200L。
图(2) Okuma Multus B300W GibbsCAM软件提供了CAD/CAM一体化操作平台,CAM包括从简单的车削到复杂的多轴同步车铣以及简单的 2.5轴铣到复杂的5轴联动铣削加工策略,它的车间化的编程界面使我们操作起来更加简单;多年的编程经验提高我们的效率。 一、按照工艺安排第一步先进行车外圆加工。
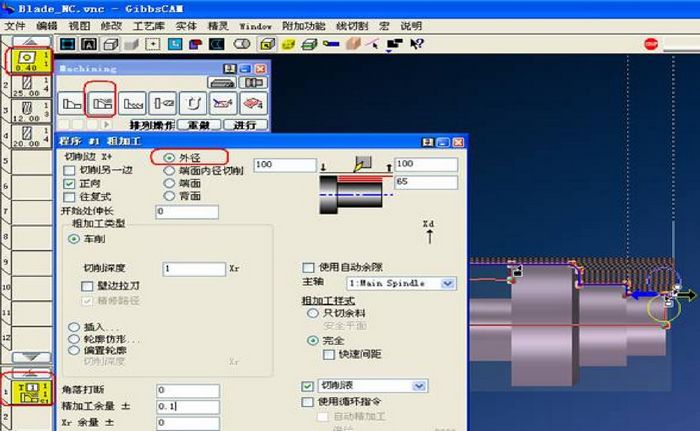
在GibbsCAM中先选择一把刀具加上一个策略一起生成一个车削对话框,在对话框中填上相应的参数,再选择加工图素就可以生成刀路轨迹了。GibbsCAM的编程理念和别的CAM软件有所区别,很多传统软件使用的是特征编程,而GibbsCAM采用的是操作模式编程,这样生成的程序可以很轻松的进行工艺优化。
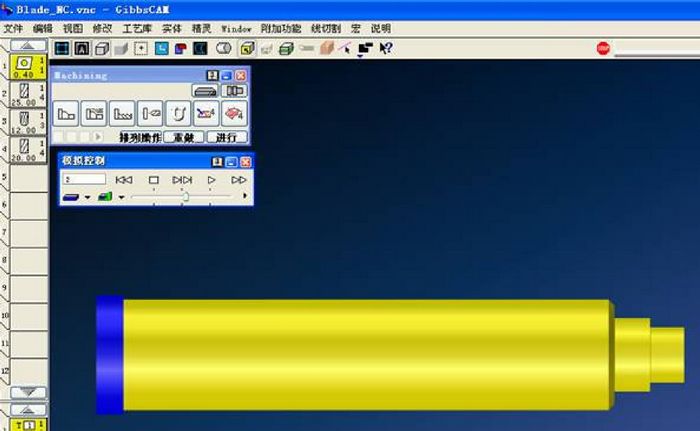
图(3) 粗车外圆界面 二、粗车结束,进行一次精车就可以了。车削结果如下:
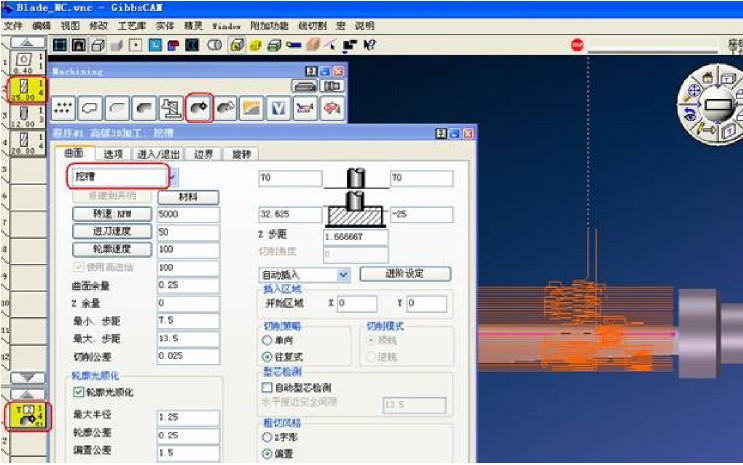
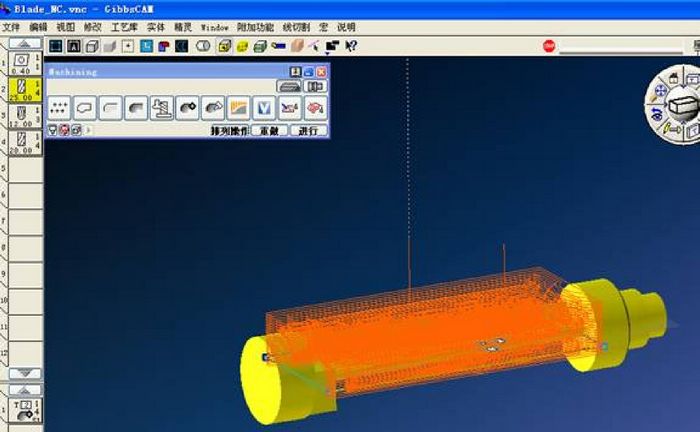
图(4) 粗车仿真效果 三、由于叶片的不规则性,所以下面我们没有办法继续车削下去了,但是还是有大量毛坯的,所以下一步我们将采用铣削的方式来去除大量的毛坯。 因为该叶片是片体,所以得分别加工两个面,那就得使用4轴定位加工,也就是C轴进行分度。
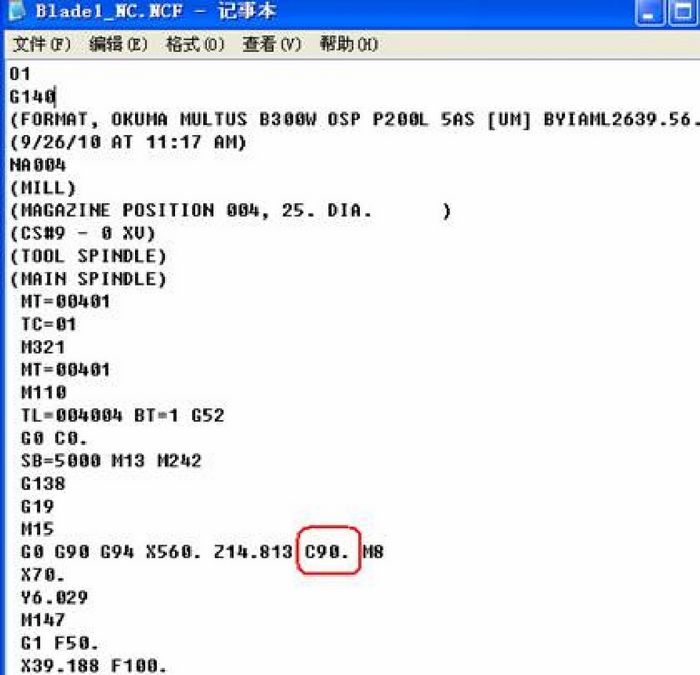
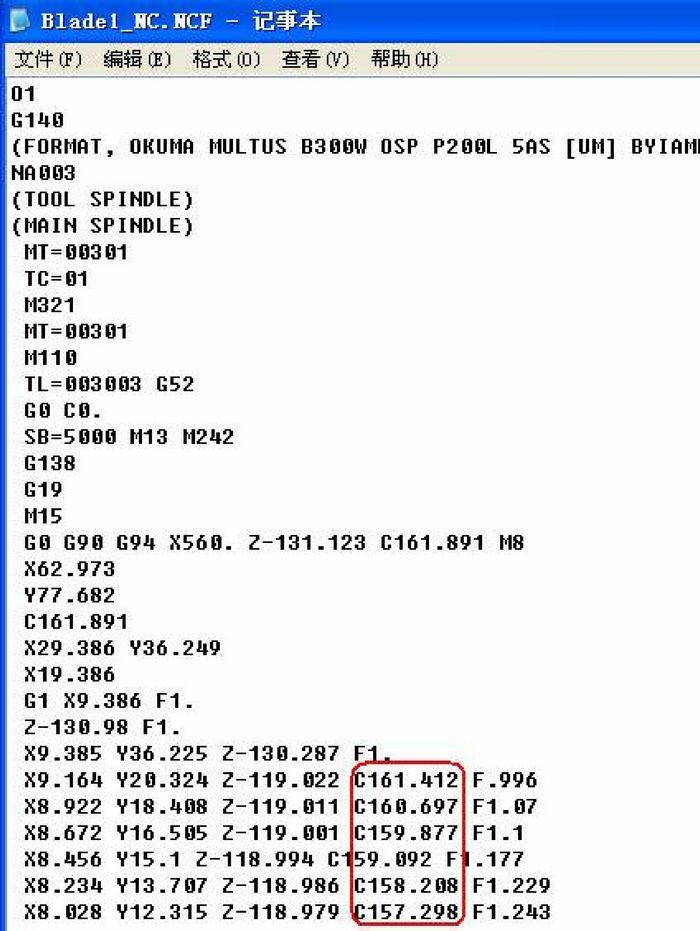
图(5) 定位粗加工策略 加工代码格式显示如下:
图(6) 4轴定位加工代码 四、在上图代码格式中C=90,表示该坐标平面位90度平面。当然,另外一个面应该是270度平面。使用同样的加工策略清除另外一面的毛坯,参数如下
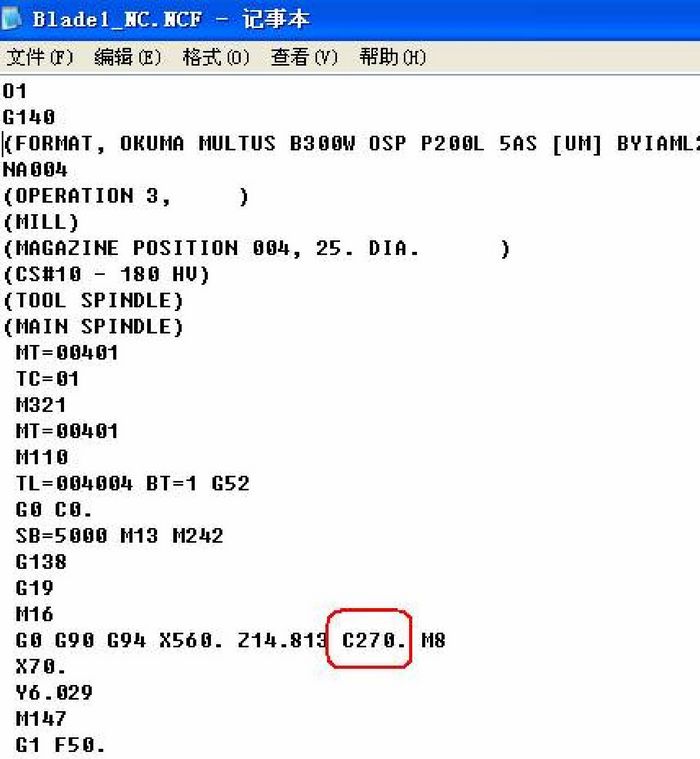
图(7) 定位加工反面界面 代码格式如下:(其中C轴旋转了180度定位为C270)。
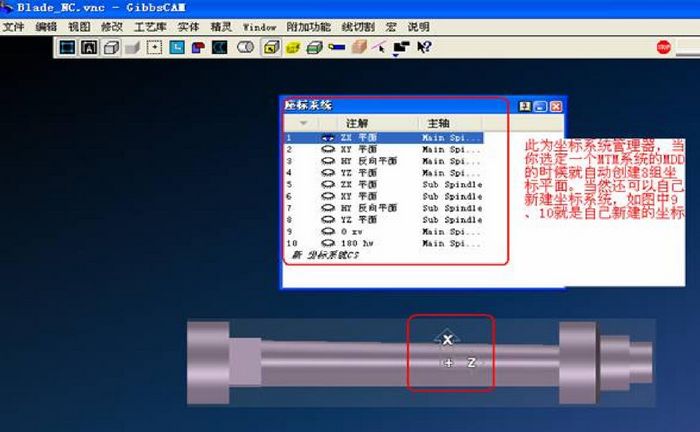
图(8) 4轴定位加工代码 五、由于前面4轴定位加工采用实际上是3轴的开粗加工策略,所以有些角落还是有些毛坯残留的,所以还需要先进行一次半精加工。半精加工我们可以采用4轴联动的加工方式了。 在建立4轴联动加工的时候,我们得先确定坐标系统,因为多轴车铣复合加工的设备,旋转轴多数为C轴旋转,所以得先确定坐标。
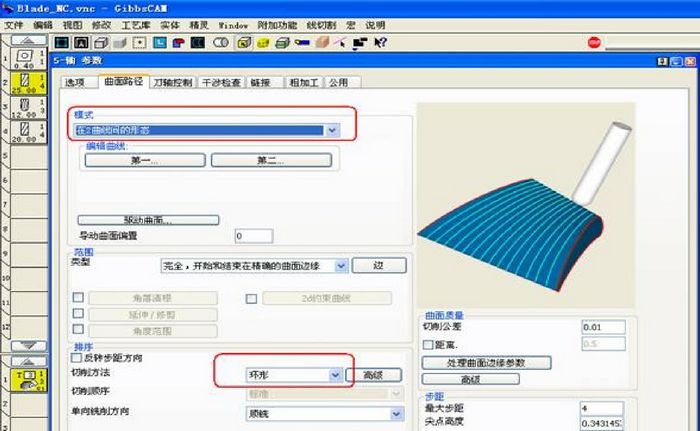
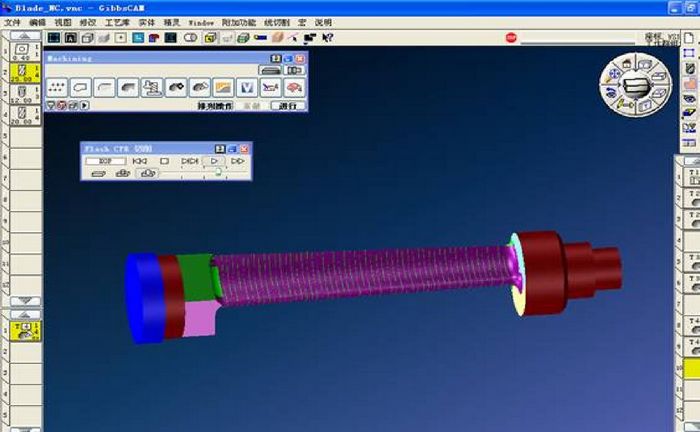
图(9) 坐标系统管理 六、下面我们进行4轴联动半精加工编程:
A)加工策略
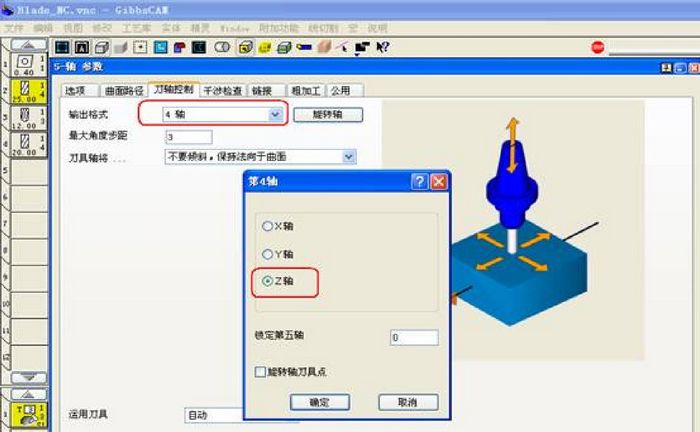
图(10) 4轴联动编程策略 B)刀轴控制方式
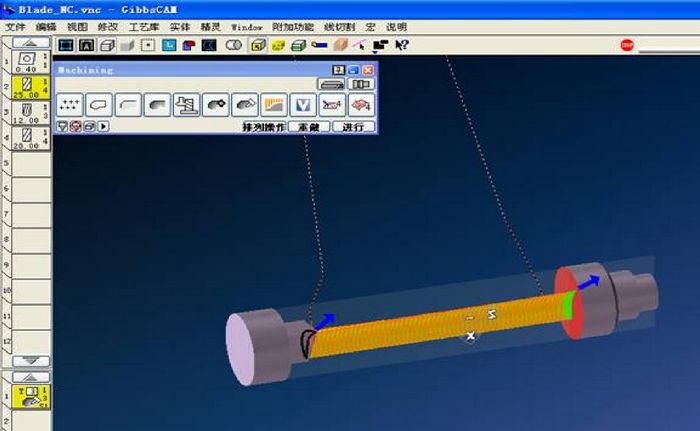
图(11) 4轴刀轴控制方式
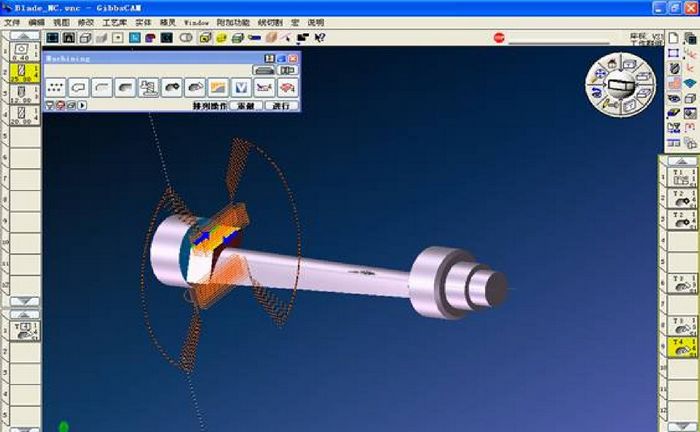
图(12) 4轴刀路显示 七、同理,使用相同的方法做出精加工刀路:
八、最后,将底座部位进行加工:
A)模拟仿真结果:
图(14) 仿真结果 B)联动加工代码:
图(15) 4轴联动程序代码 九、大隈机床实际加工照片:
图(16) 实际加工图片 总结: 使用高端车铣复合编程软件能快速的生成加工程序,并且可以提前看到程序结果以保证机床的实际加工效果,从此叶片看我们只进行了一次装夹,并且实现了从简单的车削到3轴铣以及后面的高级4轴联动铣削加工。GibbsCAM软件可以很轻松的帮你实现这一自动化,为您实现机械加工智能化,使您的高端设备达到最大的利用率。 |