huangss2008 发表于 2010-5-8 13:48
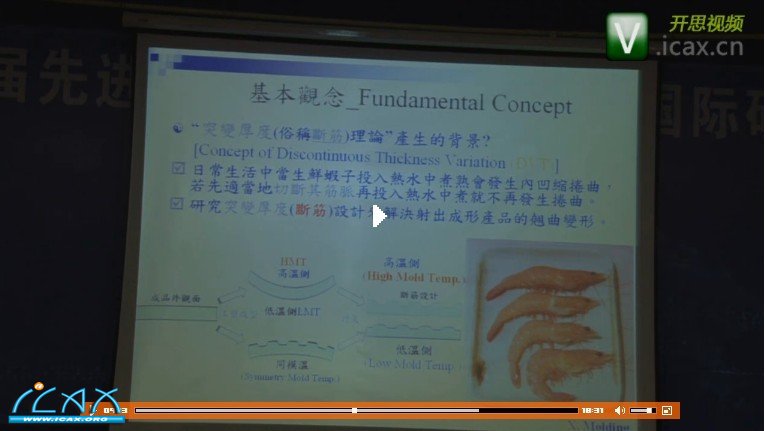
"在台湾有一种技术叫断筋法,用在液晶屏和笔记本电脑外壳上,但这个技术已申请了专利,楼主这个可以采用断筋法来做的。
还有一个就是台湾中原大学陈夏宗院长的“虾子原理”可以解决产品翘曲 "
能否说说要是如何做 ...
huangss2008 发表于 2010-5-8 13:48
"在台湾有一种技术叫断筋法,用在液晶屏和笔记本电脑外壳上,但这个技术已申请了专利,楼主这个可以采用断筋法来做的。
还有一个就是台湾中原大学陈夏宗院长的“虾子原理”可以解决产品翘曲 "
能否说说要是如何做 ...




yecai 发表于 2010-5-10 16:41
1:浇口位置没有设置在最难冷却的位置,即中间那两个Pork 的位置;
2:产品打饱后,Pork位置持续高热,其它地方已经冷却,然后Pork 位置在冷却后拉扯其它区域,导致了变形.
3:建议目前情况下,在Pork内部加喷 ...
寂寞工程师 发表于 2010-5-12 23:01
如此进胶,想不变形都难。应力全部集中在中间。可以偿试堵掉一个进胶口试试可能能解决问题。
WYL 发表于 2010-5-22 10:16
这个案子,断筋会助长向上更翘。可以提高后模温度,用温度来影响。试验时,可以让后模温度大于前模,夸张一点,看出效果,再把后模温度慢慢下调,找平衡点。
zlcbjyabc 发表于 2010-5-10 15:55
please finish the moldflow analysis,you can find the best gate location,then change the mold gate location,or please add GF% into the resin, you can find the result


| 欢迎光临 iCAx开思网 (https://www.icax.org/) | Powered by Discuz! X3.3 |
