iCAx开思网
标题:
【零件加工组】日本机械加工切削梦想大赛获奖作品 综合汇总
[打印本页]
作者:
iCAx开思网
时间:
2014-11-14 09:35
标题:
【零件加工组】日本机械加工切削梦想大赛获奖作品 综合汇总
2004年日本机械加工切削梦想大赛获奖作品
组别:零件加工组
奖项:金奖
作品名:风箱
会社名:株式会社シティプラスチック
评论 :技术关键重点在于热对策, 刀具, 温度管理三项
材质: 聚四氟乙烯
加工机械 :MT1500S
[attach]1210431[/attach]
组别:零件加工组
奖项:银奖
作品名:枝条推进器
会社名:株式会社香田制作所
评论:全部都是切削加工, 请留意先端部, 先暂不谈形状, 因为是会进入人体的器具, 所以決不允許有毛边或锐角的作品, 后工程是要磨光加工, 如果切削加工无法处理好得話, 就不可能完美做出這面
材质: SUS、64钛合金
加工机械:车床
[attach]1210432[/attach]
组别:零件加工组
奖项:铜奖
作品名:薄肉切削一体加工
会社名:株式会社宮本樹脂工業
评论 :这是平均肉厚0.6mm的薄肉切削加工, 而且在切削加工或钳工作业时, 薄肉部不会发生凹陷或歪斜
材质 :A5052
加工机械: NV4000 DCG
[attach]1210433[/attach]
该贴已经同步到
iCAx开思网的微博
作者:
iCAx开思网
时间:
2014-11-14 09:37
本帖最后由 iCAx开思网 于 2014-11-14 14:43 编辑
组别:零件加工组
奖项:铜奖
作品名:支柱
会社名:株式会社マツモトセイコー
コメント :因为薄物容易变形,所以加工要特别考虑变形,侧边孔穴在加工时,因有障碍物,所以要用3次元加工来对应。
材质 :A6061-T6
加工机械: SH-400
[attach]1210434[/attach]
组别:零件加工组
奖项:技能奖
作品名:绝妙智慧的轮环
会社名:有限会社カワマタテクノス
コメント :只用车床加工就完成这产品, 尤其中央的轮环, 是怎样加工做成, 才是关键重点。
材质:S50C
加工机械 :SL-15MC
组别:零件加工组
奖项:技能奖
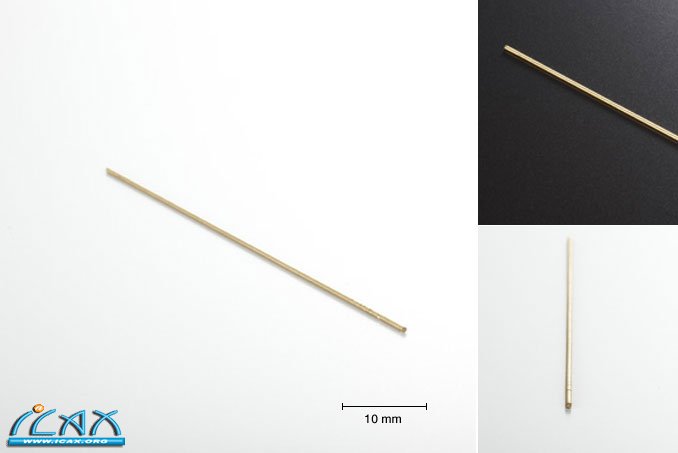
作品名:齿条针
会社名:株式会社徳武制作所
コメント :藉车床加工把小径部作为云形曲线, 用椭圆形把基部来连结, 至于云形曲线和椭圆形状, 则微妙分割地做出设计程序。
材质:SUS304
加工机械 :NR20 Ⅱ
作者:
iCAx开思网
时间:
2014-11-14 09:39
组别:零件加工组
奖项:技能奖
作品名:治具
会社名:三协株式会社
コメント :重点是加工精度,可藉由横形切削中心加工机两面同时加工, 而且用机械做发丝面加工等, 都是关键重点。
材质:NAK55
加工机械 :NH4000 DCG
[attach]1210437[/attach]
组别:零件加工组
奖项:技能奖
作品名:散水管
会社名:株式会社ミツワ
コメント :此产品的诉求重点是, 例如外径放射状的孔穴, 或是内径里的端面扇状铣床加工, 或薄物, 内外径的钳工面。
加工机械: MT2000S
[attach]1210438[/attach]
组别:零件加工组
奖项: 创意奖
作品名:万向的调解器
会社名:须见商会
コメント :设计重点是伸缩自在的部份, 可顺畅灵活地转动, 并不易脱落。
材质 :SUS304
加工机械:SL-25B/1000
[attach]1210439[/attach]
作者:
iCAx开思网
时间:
2014-11-14 09:43
2005年日本机械加工切削梦想大赛获奖作品
组别:零件加工组
奖项:金奖
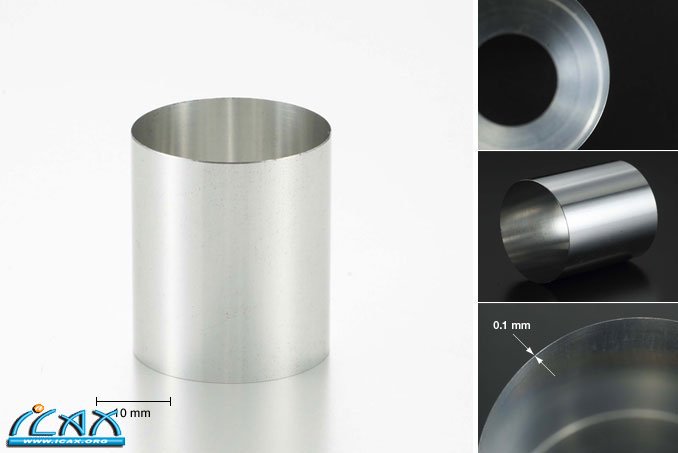
作品名:气缸圆筒
会社名:绫目精机株式会社
评论 :乍看之下似乎没什么, 但内径却是藉由车床加工而达到镜面的境界, 此种加工的创意及其窍门,令人叹为观止。
材质: SUS304
加工机械 :NL2500Y
[attach]1210440[/attach]
组别:零件加工组
奖项:银奖
作品名:喷嘴
会社名:ツウテック株式会社
评论 :使用复合加工机而成的球面, 可于其上的217个部位做到φ 0.2 mm×深0.5 mm加工、并也可做出0.5 mm肉薄加工。
材质: A6061
加工机械 :MT250/1000
[attach]1210441[/attach]
组别:零件加工组
奖项:铜奖
作品名:空调部品
会社名:株式会社マハラ
评论 :藉由复合式车床而集工程之大成, 并在不振动之情形下,具有难削材加工的技术, 尤其藉由特殊工具能处理内径加工, 实令人叹为观止。
材质: SUS304
加工机械 :SL-200MC, NV5000α1B/40
[attach]1210442[/attach]
作者:
iCAx开思网
时间:
2014-11-14 09:46
本帖最后由 iCAx开思网 于 2014-11-14 14:44 编辑
组别:零件加工组
奖项:铜奖
作品名:公母模的连接器
会社名:株式会社香田制作所
评论 :公模,母模接合部的连接器, 请注意在接合部不致造成摇晃松动, 为了使塑料只流入内部, 而不会流向外部, 须要有细心的加工技术, 端面部和弯盆部的接线不是R, 而是呈现尖锐状.。
材质: SUS304
加工机械 :精密自动车床
组别:零件加工组
奖项:铜奖
作品名:加热器
会社名:有限会社子安制作所
评论 :设法用切削条件和束紧钳榨方法来处理难削材的炭化物, 并使之不至于发生破片。
材质: SUS304
加工机械 :精密自动车床
[attach]1210444[/attach]
组别:零件加工组
奖项:铜奖
作品名:照相机部品(配管内调査用)
会社名:ベンリ工业株式会社
评论 :位在外周的短小柱棒很容易脱落, 故制作专用刀具, 只要一收到图面, 隔天就可以完成。
材质: SUS304
加工机械 :CL-20
作者:
iCAx开思网
时间:
2014-11-14 09:57
2006年日本机械加工切削梦想大赛获奖作品
组别:零件加工组
奖项:金奖
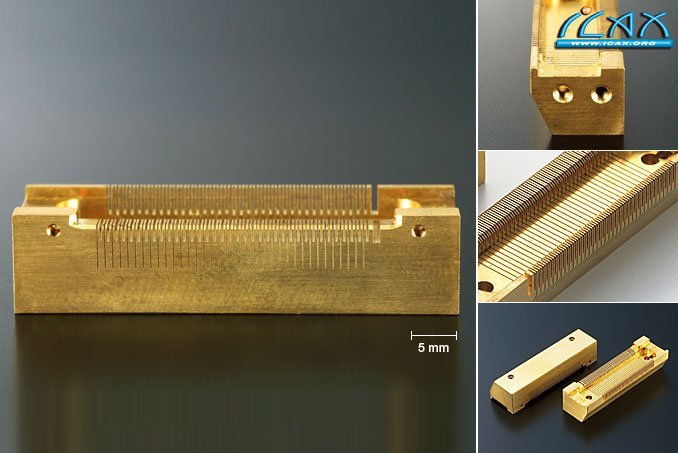
作品名:PIECE HOLDER
会社名:株式会社ディーアンドエムホールディングス
评论 :把宽0.1 mm、深5 mm割缝加工技术极至发挥, 接着变形要怎样控制妥当, 从该作品切削内部的深度可深刻感受之
材质: 铜
加工机械 :立式加工中心
获奖感言:
这作品是被应用于音响机器零件的其中之一, 平常是为了实际工作而加工, 而不是为了参赛的, 这是精度超高要求的作品, 尤其组装部份的宽0.1mm的割缝加工, 及其所要求的偏心精度, 致使投入了很多的心血
工作机或工具已经愈来愈高性能化了, 但我认为还是要依工作机的操作者本身的技术能力的高明与否, 才能决定出成品的优良与否, 换言之, 不能只依赖工作机先进与否, 而技术员的技术高超与否, 才是最关键的, 甚至不仅是要好好工作, 更要努力提升技术能力.平常工作必须具备的基本心态是, 不仅要让客户认同, 也要让客户的客户认同, 才能做出好产品, 故今后工程进度管理, 或工具使用寿命管理等方面都要好好确实执行, 除了达到客户的要求以外, 我想要好好做出更优良的产品
组别:零件加工组
奖项:银奖
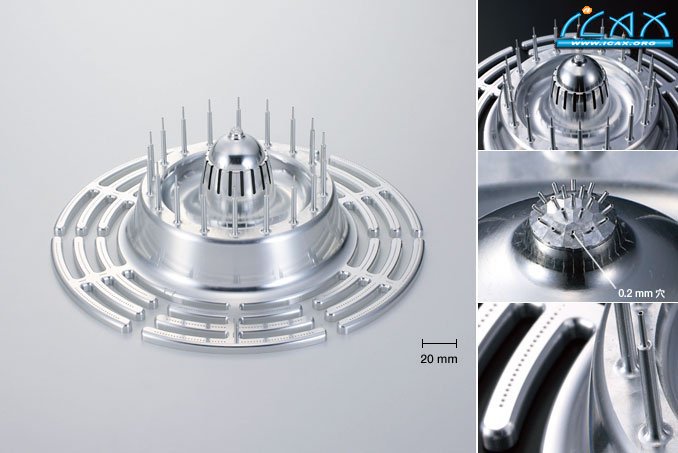
作品名:喷嘴
会社名:ツウテック株式会社
评论 :在先端部位呈放射线状的φ0.5 mm切削,或其中心部的φ0.2 mm贯通孔,或作品中心部的肉厚φ0.2 mm的薄肉加工等等三项内容才是这作品的关键重点
材质: A6061 T6
加工机械 :MT-250/1000
获奖感言:上次也荣获银牌奖, 这次在百忙中, 花了三天彻夜地做出这产品又荣获银牌奖实在很高兴, 我脑海里一直有个念头就是一旦着手去做的话, 就会做到最后, 这此作品就归咎于上述心态而成的, 其中则以摆放于中央巨型的放射线状的0.5 mm的切削,最费工夫, 中心部则有0.2 mm的孔穴. 针对精度的要求愈来愈高了, 目前所依赖的研削部分也被要求用切削加工, 我认为平常工作的成果, 导致于这次获奖. 客户对加工的要求愈来愈微细化了. 同时难削材的加工也会增加, 所以今后我将好好地磨练技术, 以迎接挑战
组别:零件加工组
奖项:铜奖
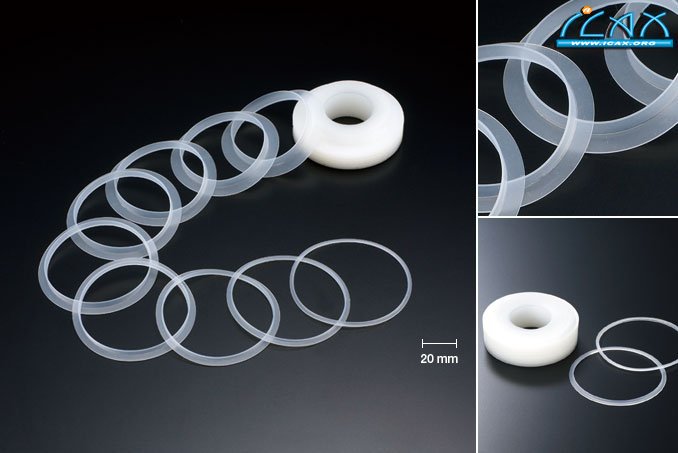
作品名:硅胶
会社名:株式会社オスカー技研
评论 :材质是硅胶, 所以要多花心思在内径加工, 因有弹性, 所以加工时不易切开硅胶, 一个个部品全切成L形
材质: 硅橡胶
加工机械 :NT4200 DCG/1000SZ
作者:
iCAx开思网
时间:
2014-11-14 09:59
组别:零件加工组
奖项:铜奖
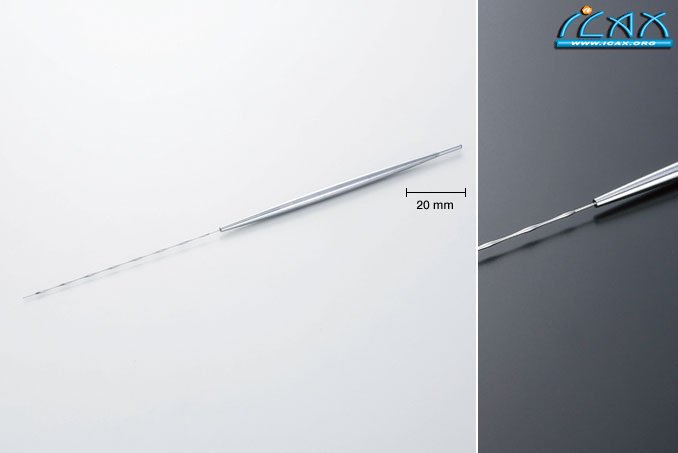
作品名:浮漂
会社名:有限会社川又制作所
评论 :使用特殊刀具做极小径长物加工, 把全部形状用曲线连着的产品
材质: NAK80
加工机械 :NL2500MC
组别:零件加工组
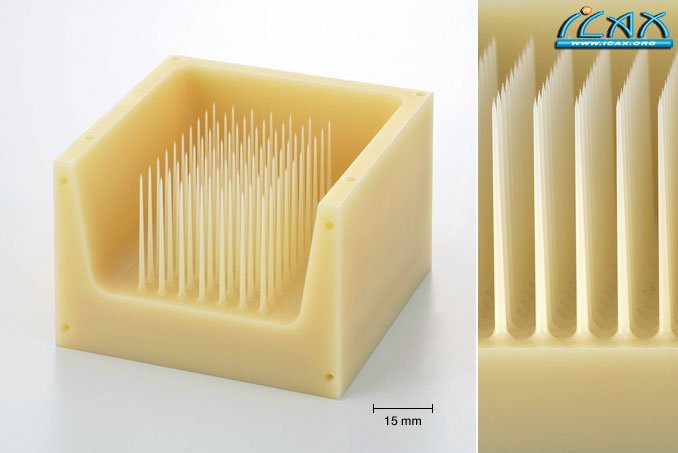
奖项:技能奖
作品名:剑山
会社名:太阳ゴム工材株式会社
评论 :因素材是塑料, 其关键重点是切削时, 细小的支柱不能有变形。
材质: ABS
加工机械 :立式加工中心
组别:零件加工组
奖项:技能奖
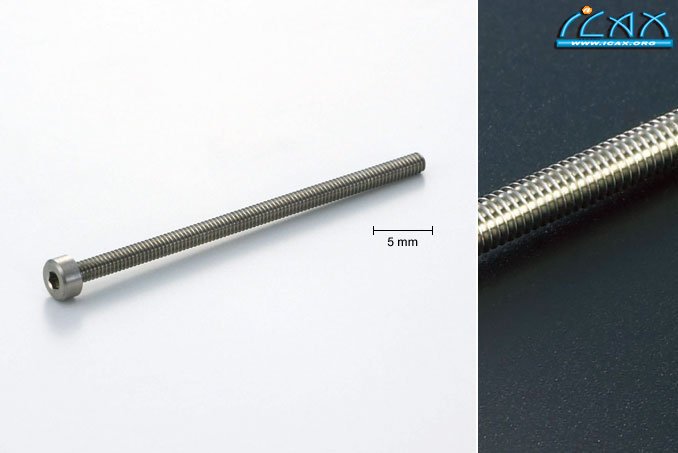
作品名:螺丝
会社名:有限会社栄善精工
评论 :外径加工时关键重点是切割螺丝时一面要注意不要弄断螺丝。
材质: 钛
加工机械 :通用车床
作者:
iCAx开思网
时间:
2014-11-14 10:03
2007年日本机械加工切削梦想大赛获奖作品
组别:零件加工组
奖项:金奖
作品名:薄光
会社名:伊福精密株式会社
评论 :挑战无垢材, 且只用NC车床的超薄物加工, 使0.1mm的薄度和面粗度的高度能好好地完整地做出, 而成为好作品
材质: 铝
加工机械 :TF-20
加工时间:约20分钟
获奖感言:对于这此获奖时感惊讶和高兴, 在某次工作机展示会场里, 看到把端面加工成镜面而大感钦佩, 故引发了我创作这作品的, 心中不由地想我们也想做一次看看, 而以好奇心制作完成的, 先从挑选适用于外径镜面和端面镜面的材料开始着手, 接着一边注意外径要点, 最后使用单结晶钻石处理加工, 在试作阶段作品曾坏掉过, 厚度0.1mm虽很容易做出来, 但真圆却让我们饱尝坚辛, 于是做0.1mm的底部, 要解决这问题, 因为解决了这问题, 所以才成功地保住真圆, 今后为了不要让这奖牌失光, 我要每天切磋努力地锻炼以便提高加工技术
组别:零件加工组
奖项:银奖
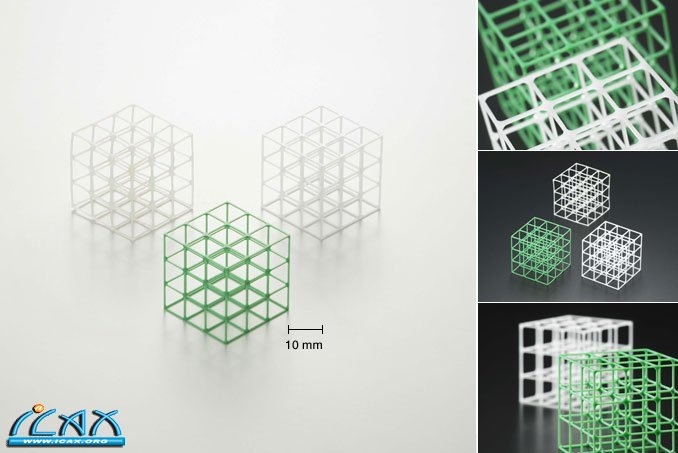
作品名:cubic model方块模型
会社名:株式会社ユー・コーポレーション
评论 :把塑料加工成0.5mmX0.5mm格子状的柱,为了不使细小骨架歪斜, 要怎样处理加工程序, 要怎样做束紧加工是值得引起兴趣的作品
材质: ポリアセタール(白・緑)、ポリメチルペンテン
加工机械 :MV-40M
加工时间:
获奖感言:这次, 很荣幸第一次参展因获银牌, 而受邀出席颁奖典礼, 内心再次深深地感到荣幸之至, 敝公司不只从事金属, 也从事塑料加工, 藉由切削加工, 而把创造形状做为业务, 所以, 对参展所须的切削加工深感是重要一环, 而才报名参展的, 这次, 参展作品, 首先进行挖出块状物的作业, 加工时, 要注意歪斜或倒下, 把工程谜团解除后才完成这作品, 我们深深地感觉到像这样的作品, 我们平常为了提升切削加工的技术, 有必要创造各式各样的智慧.
组别:零件加工组
奖项:铜奖
作品名:光通信部品镜头支架
会社名:有限会社テーピス
评论 :藉由复合加工机而完成一贯工程, 可做到无毛边加工, 把被削材SUS303的小型复杂形状, 可高精度地将之完成, 是很受好评的
材质: SUS303
加工机械 :复合加工机
加工时间:1小时3分
作者:
iCAx开思网
时间:
2014-11-14 10:04
组别:零件加工组
奖项:铜奖
作品名:切削海棉
会社名:太阳ゴム工材株式会社
评论 :把一体的海棉全部被切削加工, 对于身为超柔软素材的海棉也能被切削加工, 真是令人惊讶的作品
材质: 海绵
加工机械 :立式加工中心
加工时间:
组别:零件加工组
奖项:技能奖
作品名:燃料管子
会社名:株式会社千田精密工业
评论 :角度不是直交的3方向的管子, 被切削加工, 关于衔接部位顺畅的钳工处理,实感佩服
材质: A2017
加工机械 :MV-40
加工时间:240分钟
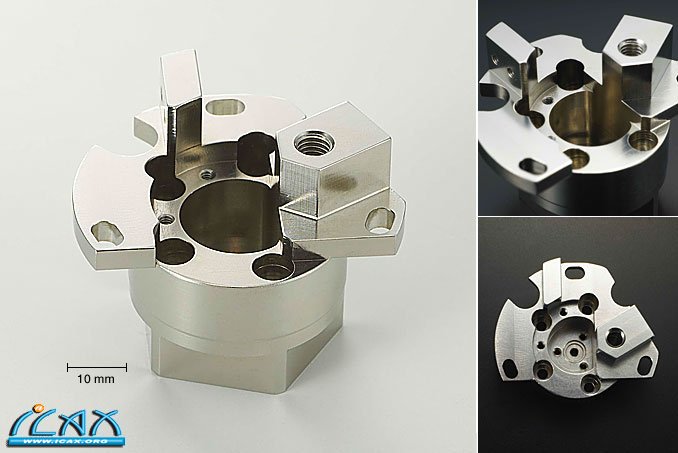
组别:零件加工组
奖项:技能奖
作品名:装置部件
会社名:株式会社千田精密工业
评论 :一部半月状的φ16 mm×深27 mm孔, 或孔底部的φ6 mm-φ5 mm-φ2.175 mm的内径段差, 或底部里面的斜孔加工等, 都是藉由纵形切削中心加工机去完成的高难度的作品
材质: SUS304
加工机械 :SV-500/40
加工时间:180分钟
作者:
iCAx开思网
时间:
2014-11-14 10:08
2008年日本机械加工切削梦想大赛获奖作品
组别:零件加工组
奖项:金奖
作品名:螺旋喷嘴
会社名:ツウテック株式会社
评论 :因以高水平完成复杂三次元加工和下列而受到很高评价,用削出方式削出0.1 mm薄肉, 做出φ0.5 mm、长18 mm深孔加工,在先端做出底圆的圆锥, 用一体加工去完成的技术, 真是了不起。
材质:
加工机械 :MT-250/1000
加工时间:
获奖感言:
这此第三次参展而获金牌实感高兴, 当时内心里认为每次参展作品, 不是实际的作品, 而是为了参展努力构思画出图面, 然后, 采用五轴复合加工机所具有的特性「倾斜」和「扭曲」, 看后很快乐地完成创意, 这次参展最耗时最坚辛的项目, 就是八等配斜斜凸起的薄肉的削出, 并φ0.5 mm的孔可贯通到深的底部, 处理加工作业的先后过程顺序是很重要的, 这作品可以说是把平常工作时的加工技术汇集起来, 并善加利用罢了, 这参展不妨可看成是尝试技术工夫的场所, 今后会好好地进一步讲究材质, 并挑战未来新目标。
组别:零件加工组
奖项:银奖
作品名:钛蛋
会社名:TAKAO TECH
评论 :用纯钛去挑战薄肉加工此点受到很高的评价, 可以想象, 例如球面钳工加工, 或崁合的完美, chucking或振动的控制等方面都很坚辛吧 。
材质:纯钛
加工机械 :车床
加工时间:120分钟
获奖感言:
第一次参展就获奖, 实觉惊讶, 当初打算只加工一半的, 但事后觉得不够鲜眼, 所以, 特地把钛的上半部分和下半部分的中心处理地稍为偏一点, 将这偏的部位加工成具有可以拆下的构造, 上半部分和下半部分分别加工时的缩收率是不同的, 为了使能完美地组装起来而所要做的计算方法, 可真是很困难的, 在要即将参展之际, 却要处理平常工作时没发生过的问题, 并且为了薄加工所要使用的工具, 却花了很多工夫自己去制作薄加工工具, 在过程里, 问题点在哪里, 应用这工具的话, 可加工什么呢等疑难杂症, 则变成这次参展最有意义的原因了。
组别:零件加工组
奖项:铜奖
作品名:六角歪曲形状组合品
会社名:株式会社千田精密工业
评论 :六角歪曲形状是个歪曲组合, 让人印象深刻, 在不互相磨擦之情形下, 可高精度加工, 关于这点就很受肯定。
材质:A5052
加工机械 :NMV5000 DCG
加工时间:120分钟
作者:
iCAx开思网
时间:
2014-11-14 10:10
组别:零件加工组
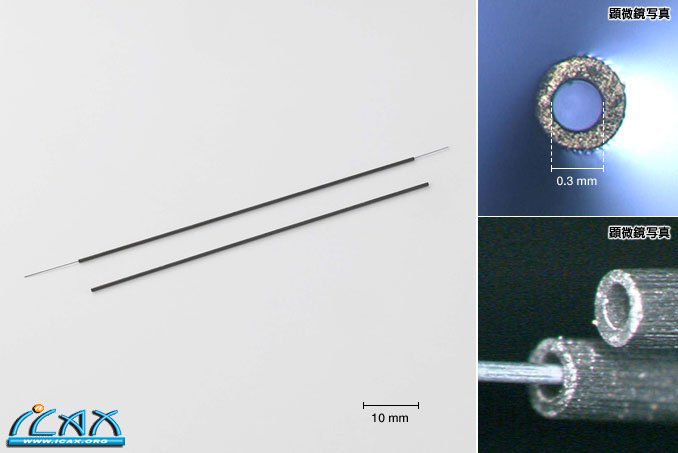
奖项:铜奖
作品名:碳筒
会社名:株式会社ユー・コーポレーション
评论 :在像铅笔芯那般易断的素材去做φ0.3 mm×60 mm(L/D=200)深孔加工, 让人惊讶钻孔加工竟能做高精度的深孔加工。
材质:核心φ0.5毫米自动铅笔(HB硬度)
加工机械 :立式加工中心
加工时间:120分钟
组别:零件加工组
奖项:技能奖
作品名:碳特殊刀具
会社名:株式会社香田制作所
评论 :高效率地复杂的加工颇获评价, 加工时间和两叶片组合精度让人惊讶。
材质:S45C
加工机械 :多轴加工机
加工时间:15分钟
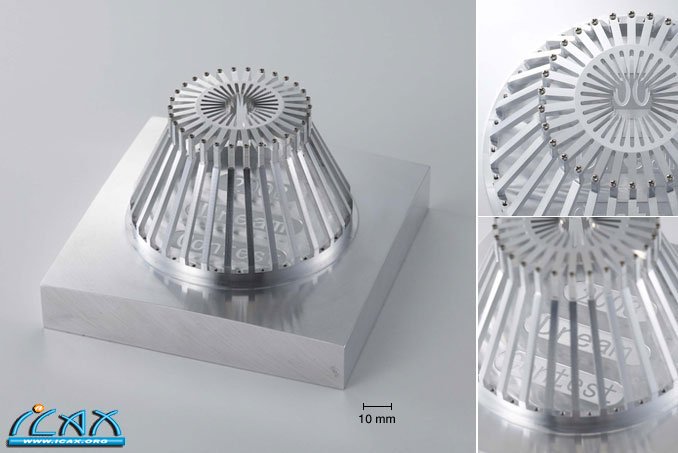
组别:零件加工组
奖项:技能奖
作品名:梦幻圆棚
会社名:株式会社スズキプレシオン
评论 :是个高精度钳工做出低钢性作品, 尽管精度如此, 连形状的美也受好评。
材质:铝
加工机械 :立式加工中心
加工时间:20小时
作者:
iCAx开思网
时间:
2014-11-14 10:12
2009年日本机械加工切削梦想大赛获奖作品
组别:零件加工组
奖项:金奖
作品名:医疗用植体
会社名:ミクロ精工株式会社
评论 :获得高度好评的理由是针对钛合金能处理φ1、φ2中空加工, 和不等偏心螺丝加工等方面, 很精巧地处理加工完成。
材质:钛
加工机械 :NV4000 DCG,车床
加工时间:40分钟
获奖感言:
虽是初次参赛, 但感谢荣获名誉之奖, 敝公司当初是以刀具起家的公司, 将技术善加应用, 而做了制品加工, 这次作品是把自制的刨刀装在工具, 将钛合金做成小径深孔加工, 才终于完成医疗用的植体, 因是要用在医疗方面, 这作品头部的星型孔主要以扭力部份,和正沟部份,和起子之间的嵌合做优先处理, 并要掌控尺寸的精度以防止落下, 敝公司一直很用心努力地把好东西便宜出售, 并准时地送到客户的手上, 藉由这次获奖机会, 将本着不忘初衷, 不轻忽努力之心念, 朝着新的领域去挑战未来。
组别:零件加工组
奖项:银奖
作品名:流量调整阀式(缓冲器用)
会社名:株式会社マキシムワークス
评论 :颇获好评的理由是3个部件各自的完成度很高, 另外复杂且小形状的部件的高精度加工也顺利完成.。
材质:不锈钢
加工机械 :NL2500Y/700
作者:
iCAx开思网
时间:
2014-11-14 10:13
组别:零件加工组
奖项:铜奖
作品名:宇宙部件
会社名:株式会社瑞木制作所
评论 :获高评价是因把铌钢做偏心加工, 并很精巧地完成表面精度.。
材质:INCO625
加工机械 :立式加工中心,车床
加工时间:6小时
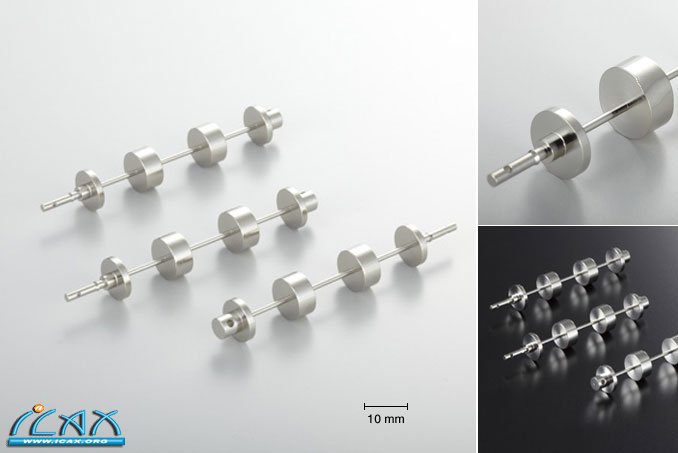
组别:零件加工组
奖项:技能奖
作品名:精密部件
会社名:有限会社渡辺工作所
评论 :颇获好评是因SUS材的滑溜形状的加工, 及其曲面的美 .。
材质:SUS316
加工机械 :DuraTurn 2030
加工时间:10分钟
作者:
iCAx开思网
时间:
2014-11-14 10:15
2010年日本机械加工切削梦想大赛获奖作品
组别:零件加工组
奖项:金奖
作品名:关节连结具
会社名:株式会社饭冢制作所
评论 :被各种要素所组合而成的薄肉形状的零件,被复合加工机很有效果地加工, 也见识到在加工工程顺序上,下了很大心思和功夫。
材质:AL5056
加工机械 :NT4250 DCG/1000SZ
加工时间:34小时
获奖感言:
当获知金牌奖时, 身体颤抖地高兴死了, 当看到展示盒里所呈现发光的作品时, 才终于感受到金牌的荣耀, 我深深地认为这作品, 是因一边针对薄肉部的歪斜或瑕疵专注了细心的注意, 一边也把至今所拥有的工作智慧加以善用, 才能完成的. 敝公司是个把客户的要求视为己任的公司, 今后将发挥东北人原有的坚强毅力, 好好地提高自己本身的技术能力。
组别:零件加工组
奖项:银奖
作品名:远心式负圧発生工具
会社名:山岸本铺
评论 :复杂形式的精巧加工, 以及其制品本身的创意, 受到高度评价 。
材质:SUS420系统
加工机械 :立式加工中心
加工时间:1小时25分
作者:
iCAx开思网
时间:
2014-11-14 10:16
组别:零件加工组
奖项:铜奖
作品名:连接部品中心导体
会社名:有限会社テーピス
评论 :多段差的细小加工物品很精巧地加工出来, 受到高度评价 。
材质:SUM24(铁)
加工机械 :复合加工机
加工时间:1小时10分
组别:零件加工组
奖项:技能奖
作品名:地线顶针
会社名:坂田精密技研
评论 :获得高评价的原因是, 一边维持了高精度, 一边却能做到一分钟成形时间的量产对应。
材质:黄铜
加工机械 :NL2500
加工时间:1分钟
作者:
iCAx开思网
时间:
2014-11-14 10:19
2011年日本机械加工切削梦想大赛获奖作品
组别:零件加工组
奖项:金奖
作品名:镜子基座
会社名:有限会社湘南オートカット工业
评论 :
为了0.4 mm和薄肉外框, 要把赘肉夹住 ,内部外部同时加工的了, 虽已是薄肉了 但为了做出±0.025 mm的精度, 除了花心思处理低负荷加工和切削顺序, 也要对切削量多加注意, 在处理夹住部份的时, 为了不变形, 要把同形状的治具插入到内部, 然后一点一点地钳工完成, 关于复杂形状的薄肉工作物, 要从内侧外侧同时加工这是最受高度肯定的, 也有听说在夹住花了很多心血。
材质:A5052
加工机械 :卧式加工中心
加工时间:1小时24分
组别:零件加工组
奖项:银奖
作品名:镜头研磨用的治具
会社名:有限会社城精工
评论 :距球中心的座深度, 要全角度加工做成一致(±0.005), 中央部位W0.3的逃沟刀具的管理才是重点。
材质:SUS303
加工机械 :SV-50
作者:
iCAx开思网
时间:
2014-11-14 10:21
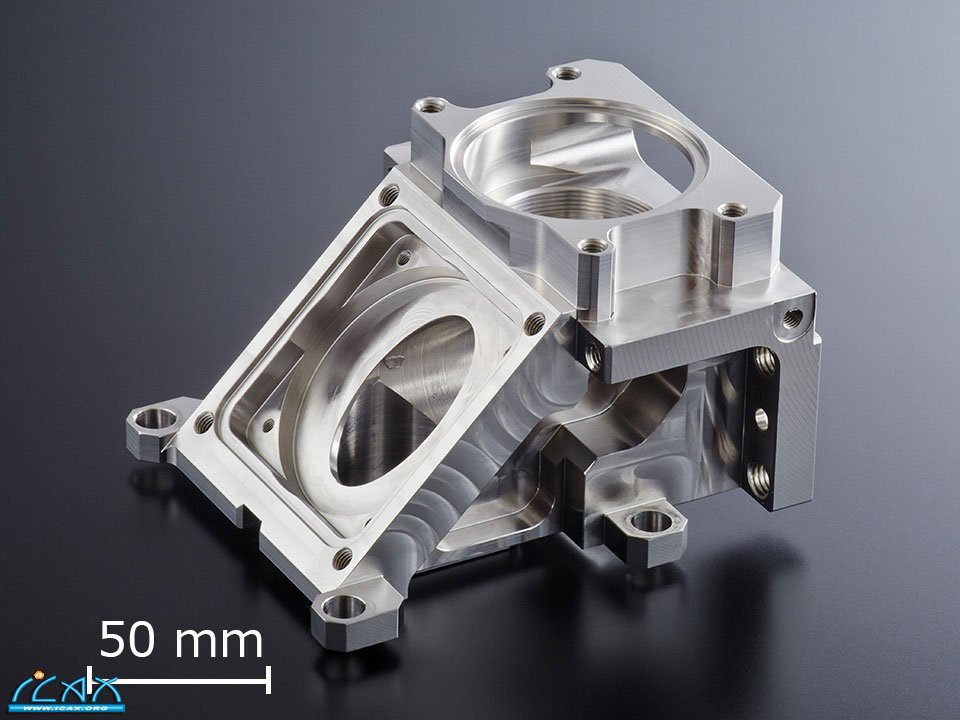
组别:零件加工组
奖项:铜奖
作品名:四方向分岐阀式
会社名:株式会社FEED
评论 :在不做补模之情形下, 用全加工(切削加工)而做成的. 使用5轴机而完成全部工程 。
材质:SUS316
加工机械 :NMV5000 DCG
加工时间:1小时10分钟
组别:零件加工组
奖项:技能奖
作品名:硬壳
会社名:株式会社ひびき精机
评论 :把开口宽39mmX深度317mm从单边加工,自制工具来对应,主体部肉厚3mm是用加工顺序和治具来对应。
材质:A5052
加工机械 :MT-250/1000
加工时间:SH-503/40
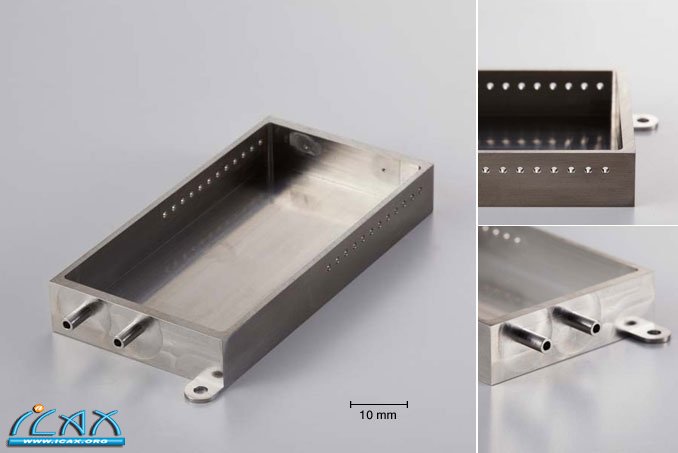
组别:零件加工组
奖项:技能奖
作品名:硬盒子(光半导体零件)
会社名:ハイジェントミクロ株式会社
评论 :要把厚度0.7mm 的圓筒形凸出部位做加工時, 花心思使之不致於变形。φ2.3 mm的管子部位, 为了和盒子一体加工, 所以在维持管子部位垂直度5/1000之条件而加工
材质:コバール
加工机械 :立式加工中心
加工时间:1小时33分
作者:
iCAx开思网
时间:
2014-11-14 10:24
本帖最后由 iCAx开思网 于 2014-11-17 17:30 编辑
2014年日本机械加工切削梦想大赛获奖作品
组别:零件加工组
奖项:金奖
作品名:半导体装置零件
会社名:有限会社 备前精机(冈山県瀬戸内市)
“切削加工梦想”大赛,是日本国内的以企业、学校和研究机构为对象,以提升切削加工行业整体的技术、技能的交流与进步的目的,“切削加工梦想”大赛是DMG森精机有限公司在2004年开始举办。
组别:零件加工组
奖项:银奖
作品名:3Dミラーブロック
会社名:株式会社エスケー精工(長野県上田市)
组别:零件加工组
奖项:铜奖
作品名:プレート
会社名:株式会社 坂田精密(福岡県朝倉市)
作者:
iCAx开思网
时间:
2014-11-14 10:24
精彩加工作品分享。
作者:
iCAx开思网
时间:
2014-11-14 10:24
精彩加工作品分享。
作者:
zthyy
时间:
2014-11-14 16:38
差距,看了这,感觉我加工的都是些垃圾
作者:
cyh_zf
时间:
2014-11-22 16:42
感谢开思网,让我们了解到行业领先加工工艺水平。。。。
作者:
ugaihaoxin
时间:
2014-11-23 14:02
很厉害
作者:
harrylei
时间:
2014-12-2 14:49
顶顶顶顶
作者:
李旺旺
时间:
2015-1-17 11:33
真心不错,小日本的制造水平
作者:
nuanfengfeng
时间:
2016-3-9 16:30
欣赏欣赏
作者:
zhuyuan5521
时间:
2017-4-1 15:48
挺好的
支持
作者:
山野村夫001
时间:
2018-3-5 14:28
学习了!哈哈
欢迎光临 iCAx开思网 (https://www.icax.org/)
Powered by Discuz! X3.3