马上注册,结交更多同行朋友,交流,分享,学习。
您需要 登录 才可以下载或查看,没有帐号?注册

x
本帖最后由 tsm-01 于 2014-12-30 18:07 编辑
前 言 为什么说是“镜面火花机”的误解呢?这是因为准确的说,这类高精密可以加工镜面效果的火花机应该叫做高精密数控火花机而非“镜面火花机”。
这种高精密火花机当初一进入大陆珠三角的地区,功能手机正是盛行的时候,功能手机的按键,由于狭小,线条等原因,主要依靠高精密火花机的镜面加工功能,而同时其它产品很多传统火花机放电后,再省模容易变形,所以都又选择它可以放电镜面或者很细很光滑的纹面,再省模就不易变形,于是人们都以为这种火花机就只是加工镜面用的,然而这并不是高精密火花机的主要作用。
高精密火花机的主要3个功能:
1:高精度,传统火花机远远不能达到的; 2:均匀的纹理效果,优点明显,节约成本; 3:高光洁度的相对镜面功能。
精度分为2种:
I:精度篇——间距精度 1:间距精度,即左图中2个方槽之间的中心距;这个精度完全依赖机床本身的精度,牧野(MAKINO),阿奇.夏米尔(Agie-Charmille)这样高端的火花机完全可以做到0.002-0.003mm。
I:精度篇——外形精度 2:外形精度,首先得承认再精密的火花机也难免受制于CNC加工出来的电极精度,我们抛开这个问题,假设CNC做的非常完美,跟图纸完全一样,那么就考验高精密火花机的精度了,高端的高精密火花机确实可以做到±0.003—±0.005的精度。 然而外形精度不像位置精度仅仅依赖机床精度,还需要严谨的加工态度与丰富的技巧。
I:精度篇——机床精度的实例 在0.5mm的宽度里,要接顺PG加工完成后的残余,这种肉眼无法观察的,我们只能依靠深度计此类精密检测设备,要求:放电位置和PG加工位置的高度差在±0.002mm,下图是我司采用牧野高精密火花机加工后,在二次元下放大了88倍后看到的接顺效果,要达到这种效果除了严格的操作还必须采用高精密的设备,下机检测未做到公差范围内时,就需要加工设备能够控制几个μ的精度,否则再上机时无法做到公差范围内。 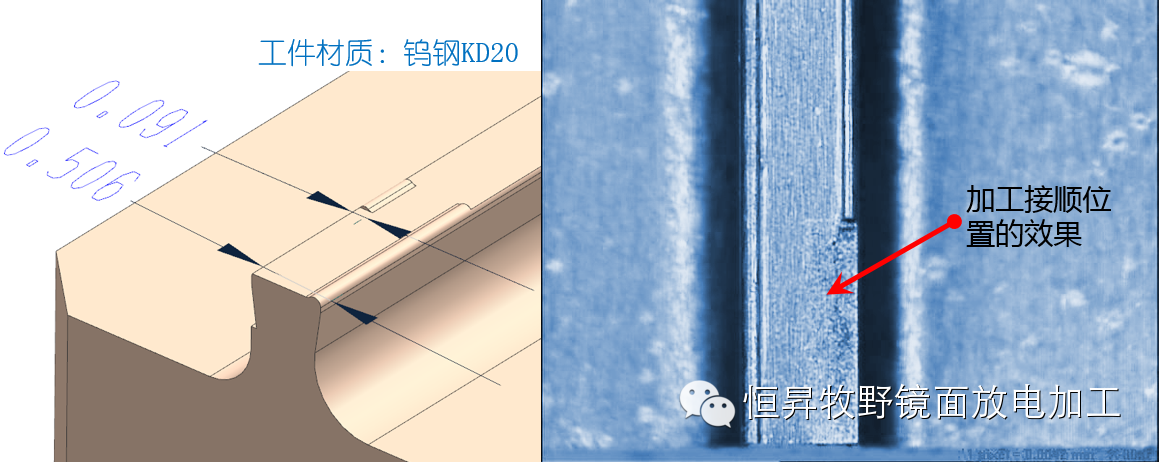
II:均匀的纹理效果 现在产品的外观对于纹理的要求越来越高,有VDI纹面,有Ra,Ry,Rz的纹面,也有模德,尼虹的纹面,传统火花机或较低端一些的数控火花机加工的纹面由于机器性能的限制,会出现如图示的针孔或者不均匀的火花纹,而高精密火花机的出现解决了这一系列的问题。
传统工艺需要的工序:
1:普通火花机放电—缺点纹粗,不均匀,精度不足; 2:省模抛光—去掉普通火花机的粗纹,因为是人手工操作,外观线条易变形; 3:晒纹—首先不耐用,生产过程中纹容易变淡需补纹,其次不同次晒的纹多少会有差异。 整体不足:周期过长,任何一个环节出现问题都会影响精度,且成本同样不低。
高精密火花机给客户带来如下好处: 1:制作周期缩短,将以上3步工序集成1步精密放电完成,降低时间和制作成本; 2:因为省却了省模抛光的程序,避免了外观变形的问题; 3:电火花产生的纹理比晒纹的硬度要高,耐用,而且可以保证纹理不论多少批次纹理一致,在此方面牧野(MAKINO),阿奇.夏米尔(Agie-Charmille ) 优势明显。 均匀的纹理实物图
空洞的理论不足以说明问题,我们看下实际效果:这是VDI33插头底面壳的纹理效果
VDI27 底面壳的纹理效果 手机金属壳的VDI 9的效果图
前模实物图 III:高光洁度的镜面效果 关于这一点不重点描述,因为这个功能就是大家都熟知的,误以为高精密火花机的唯一功能-镜面效果。
需要补充的是很多人误以为什么样的情况都可以做到镜面效果,其实不然:
1:沙迪克 (SODICK),牧野(MAKINO) 夏米尔(Agie-Charmille)也推荐建议30X30以下,否则效果就会显著下降; 2:钢材的种类很重要,几大品牌均建议选择:日本大同NAK80,SKD61,一胜百S136, STAVAX ESR或更高等级的钢材; 3:铜料则需要进口红铜等有氧铜。 以上3个原因里第2条最重要,比如我司采用过数种国产的S136进行加工,最理想的效果只是做到很细的纹,淡淡的有些许影子,并不能真正的做到机床标准的镜面效果,至于其他的钢材效果都不如推荐钢材的效果。
这是一些牧野机床加工出来的镜面效果,光洁度可达到Ra0.1,VDI 3的实物图:
客户试样图
三星接线插头
钻石纹
镜面加工必然是面积越小效果越好,绝不存在面积不论多大都可以做到很好的效果这一情况,即使是混入添加剂都不可能,混入添加剂只可以改善大面积的效果,但远远达不到小面积,未加入添加剂的效果,同时小面积的加入了添加剂加工出的效果还不如未加入添加剂的效果。 下图是混入添加剂后的镜面效果图 Φ40的面积
Φ120的面积
结 束 语 到了这里想必大家对“镜面火花机”有了个清楚的认识,它最主要的性能就是高精度,其次就是更好的纹理,其中“镜面”也只是纹理外观中的最好效果,因为再怎么“镜面”,毕竟它还是电火花加工,知道了这些,相信它对你的制作成本,对你正确的选择加工工艺有了重要帮助和参考依据,帮助你解决一些工作中的实际问题。
那么所谓的“误解”有二:
1:以为它就是镜面火花机,孰不知它应该是“高精密火花机”;
2:“镜面”在是它众多外观纹理一种,而且是面积越小越好,却绝非万能的。
| 






 发表于 2014-12-30 18:03:59
发表于 2014-12-30 18:03:59

 QQ好友和群
QQ好友和群 QQ空间
QQ空间 腾讯微博
腾讯微博 腾讯朋友
腾讯朋友 收藏
收藏 淘帖
淘帖 赞一下!
赞一下!