ТэЩЯзЂВсЃЌНсНЛИќЖрЭЌааХѓгбЃЌНЛСїЃЌЗжЯэЃЌбЇЯАЁЃ
ФњашвЊ ЕЧТМ ВХПЩвдЯТдиЛђВщПДЃЌУЛгаеЪКХЃПзЂВс

x
ФЃОпЕФКУЛЕЃЌжБНгЙиЯЕСЫВњЦЗЕФжЪСПЃЌЩњВњаЇТЪМАГЩБОЃЌетвЛЕуЮвЯыДѓМвВЛЛсгавьвщЁЃЖјФЃОпЕФКУЛЕашвЊЭЈЙ§ЪдФЃРДЗЂЯжЮЪЬтЃЌНтОіЮЪЬтЃЌвђДЫЪдФЃЙЄађЖдгкзЂЫмЦѓвЕРДНВЗЧГЃживЊЁЃ ЙигкЪдФЃЗНУцЕФвЊЧѓгызЪСЯЃЌДѓМвЖМБШНЯШнвзВщбЏЕУЕНЁЃФЧУДЃЌЙњЭтЪдФЃгжАќКЌФФаЉФкШнФиЃП ЯТУцЕФЮФеТОЭЪЧНщЩмЭтЙњШЫЪЧШчКЮЪдФЃЕФЃЌЖдгкЮФеТЫљНщЩмЕФФкШнЃЌЮвОјДѓВПЗжЪЧГжПЯЖЈЬЌЖШЕФЁЃЫЕЪЕЛАЃЌгааЉЕиЗНЮвУЛгаПДЖЎЃЌгаЕФЕиЗНдђДцдквьвщЁЃетРяЮвВЛЗЂБэздМКЕФвтМћЃЌРДИіГЙЕзЕФЁАФУРДжївхЁБЃЌдждЮЖЕиАбЫќНщЩмИјДѓМвЕФКУЃЌДѓМвПЩвдПДБ№ШЫЪЧдѕУДзіЕФЃЌгавьвщЕФЕиЗНдйЬНЬжЁЂНЛСїЁЃ
ЙњЭтЪдФЃЙЄзїЕФАЫДѓФкШн ЃЈвЛЃЉФЃОпПедЫааВтЪдЁЊЁЊбщжЄФЃОпЕФЖЏзї A.ФЃОпЕЭбЙЯТЕФПЊКЯФЃзДПіМьВщ 1.ФЃОпЗжПьЁЂжаЁЂТ§Иї3ДЮПЊКЯЃЌдкПЊКЯЙ§ГЬжагаЮовьГЃЩљЯьЃЌгаЮозшжЭЯжЯѓЃЛ 2.ФЃОпПЊКЯЖЏзїЫГГЉЃЌгаЮоИЩЩцЗЂЩњЁЃ BЁЂФЃОпЖЅГіЯЕЭГЕФМьВщЃЈЕЭбЙЯТЃЉ 1.ЖЅГіЖЏзїЗжПьЁЂжаЁЂТ§ИїЖЅГі3ДЮЃЌМьВщгаЮовьГЃЯжЯѓЃЛ 2.ЦНУцДІЕФЖЅеыЃЈЫОЭВЃЉЖЅГіКѓЃЌЪЧЗёЛсЗЂЩњЫЩЭбЛђПЈЫРЃЛ 3.аБУцЖЅеыЛђЫОЭВзАжУЃЌЪЧЗёМгЖЈЮЛЯњ(ЗРжЙЫЩЖЏЛђзЊЖЏЃЉЃЛ 4.ЖЅГіЯЕЭГЃЈЖЅеыЛђЖЅПщЃЉЖЅГіЪБЪЧЗёгавьГЃЯьЩљвдМАеёВќ C.ФЃОпИДЮЛЕФМьВщ 1.ФЃОпЗжПьЁЂжаЁЂТ§ЫйЖШИїИДЮЛ3ДЮЃЌЙлПДЪЧЗёФмЛиЕНЮЛЃЈИДЮЛЃЉЃЛ 2.ИДЮЛКѓЃЌаБЖЅеыЖЫУцВЛИпгкФЃаО0.1mmЛђгыФЃаОЦНЦыЃЛ 3.ИДЮЛгУЯоЮЛпвГИНгДЅЪЧЗёСМКУЃЛ 4.ЖЅеыЖЅГіЪБЪЧЗёгыааЮЛЕФЖЏзїЗЂЩњИЩЩцЃЈЛЌПщЪЧЗёЛиЕНЮЛЃЉЃЛ 5.ФЃОпЪЧЗёзАгаЖЅеыИДЮЛзАжУЃЈЛњаЕЪНЃЉЁЃ D.ааЮЛЃЈЛЌПщЃЉЖЏзїЕФМьВщ 1.ФЃОпАДПьЁЂжаЁЂТ§Иї3ДЮПЊКЯФЃЃЌЙлВьааЮЛЖЏзїЪЧЗёЫГГЉЃЛ 2.ааЮЛЛиЮЛЪЧЗёе§ГЃЃЌгыЖЅеыЪЧЗёЗЂЩњИЩЩцЃЛ 3.ааЮЛЖЈЮЛЪЧЗёРЮППЃЛ 4.вКбЙГщаОзАжУЖЏзїЫГађЯШКѓЧщПіЃЛ 5.ааЮЛдкПедЫаажагаЮоРЩЫЁЂЁАПЈЫРЁБЯжЯѓЁЃ
ЃЈЖўЃЉаЭЧЛНјНКЦНКтадЕФВтЪд 1.СЌајвРДЮДђ5ФЃЃЌГЦСПЦфжиСПЃЛ 2.МЧТМИїФЃжаУПИіВњЦЗЕФЕЅМўжиСПЃЛ 3.МѕЩйзЂЫмСПЃЌвРДЮГфТњ20%ЁЂ50%ЁЂ90%ЕФбљЦЗИї3ФЃЃЛ 4.ГЦСПВЂМЧТМЩЯЪіУПИіВњЦЗЕФжиСПЃЛ 5.ШчЙћВњЦЗзюДѓЕФжиСПгызюаЁЕФжиСПВювьаЁгк2%ЕФжиСПдђПЩНгЪмЁЊЁЊШєжиСПВЈЖЏЮѓВюдк2%вдФкЃЌдђБэУїаЭЧЛНјНКЦНКтЃЌЗёдђНјНКОЭВЛЦНКтЃЛ 6.ШчЙћЪЧЕЅаЭЧЛФЃЃЌвВвЊзіНјНКЦНКтадВтЪдЃЈЙлВьЪЕМЪзпНКЧщПіЃЉ
ЃЈШ§ЃЉБЃбЙЪБМфЃЈННПкЖГНсЃЉЪБМфЕФВтЪд 1.БЃбЙЪБМфЯШЩшЖЈЮЊ1УыЪБЃЌУПДЮГЩаЭ3ФЃВњЦЗЃЛ 2.ШчБэИёЫљЪОЃЌвРДЮдіМгБЃбЙЪБМфЃЌМѕЩйРфШДЪБМфЃЌЪЙећИібЛЗжмЦкВЛБфЃЈвЛжБЕНННПкРфЖГЗтНКЃЌВњЦЗжиСПВЛдіМгЮЊжЙЃЉЃЛ 3.ШчЯТЭМЫљЪОЩшЖЈЖрИіВЛЭЌЕФБЃбЙЪБМфЃЌУПДЮГЩаЭ3ФЃВњЦЗЃЌГЦСПжИЖЈаЭЧЛЕФВњЦЗжиСПЃЌАбЪ§ОнвРДЮМЧТМдкБэИёРяЃЛ 4.ИљОнЭМБэШЗЖЈзюМбБЃбЙЪБМфЁЃ 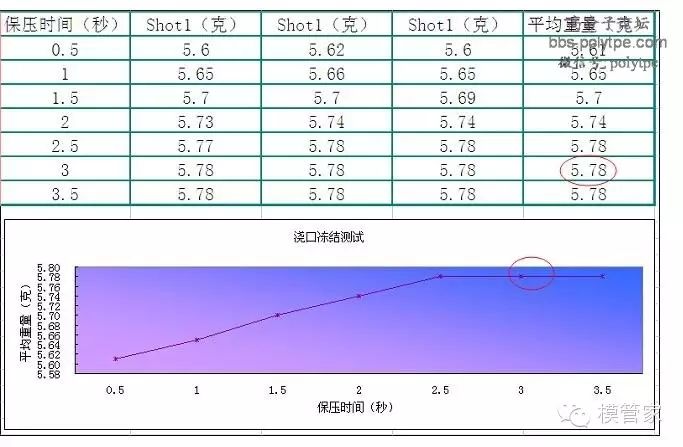
ЃЈЫФЃЉзюМбЫјФЃСІЕФШЗЖЈ 1.ЕББЃбЙЧаЛЛЮЛжУ/БЃбЙбЙСІЩшЮЊзюМбЪБЃЌЫјФЃСІЩшЮЊзюДѓЫјФЃСІЕФ90%вдФкЃЌГЩаЭ3ФЃЃЌМЧТМУПФЃВњЦЗЕФжиСПЃЛ 2.ЫјФЃСІвРДЮМѕЩй5TonЃЌУПДЮГЩаЭ3ФЃЃЌМЧТМУПФЃВњЦЗжиСПЃЌжБЕНВњЦЗжиСПЭЛШЛБфДѓЃЌжиСПдіМг5%зѓгвВњЦЗжмБпПЊЪМВњЩњЗЩБпЪБЮЊжЙЁЃ 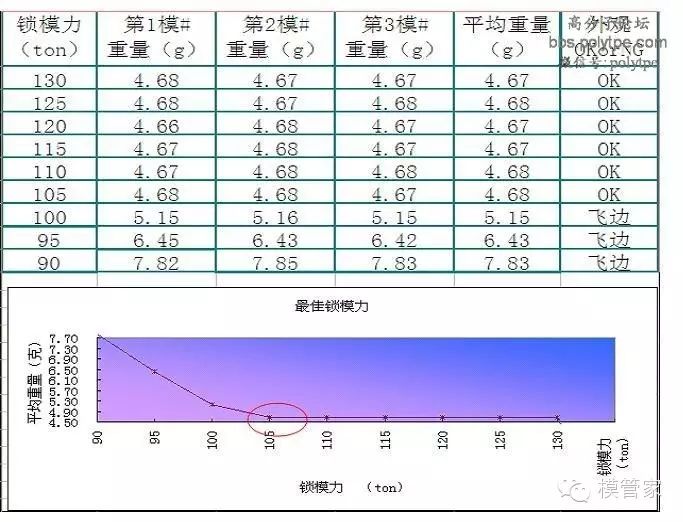
ЃЈЮхЃЉзюМбРфШДЪБМфЕФШЗЖЈЗНЗЈ 1.дкзЂЫмЙЄвеЬѕМўКЯЪЪЕФЧщПіЯТЃЈВњЦЗДђБЅКѓЃЉЃЌЙРЫуРфШДЪБМфЃЈГѕбЁвЛНЯГЄЕФРфШДЪБМфЃЌЪЙВњЦЗЭъШЋРфШДЃЉЃЌДђ3ФЃВњЦЗЃЌВтСПЦфГпДчЃЛ 2.дкЯТБэжаМЧТМВњЦЗГпДчЃЌЙлВьНКМўБфаЮЧщПіЃЛ 3.ВњЦЗРфШДЪБМфж№вЛМѕЩй1УыЃЌДђ3ФЃЃЛ 4.МѕЩйРфШДЪБМфЃЌжБЕНВњЦЗПЊЪМГіЯжБфаЮЃЌГпДчПЊЪММѕаЁЪБЮЊжЙЃЛ 5.УПИіРфШДЪБМфЫљзЂЫмГіЕФВњЦЗЃЌгІдкНКМўГфЗжРфШДКѓЃЈдМ15ЗжжгЪБМфЃЉЃЌВХФмВтСПЦфГпДчЃЛ 6.ШЗЖЈзюМбРфШДЪБМфЕФвРОнЁЊЁЊПМТЧВњЦЗГпДчЮШЖЈадЁЃ 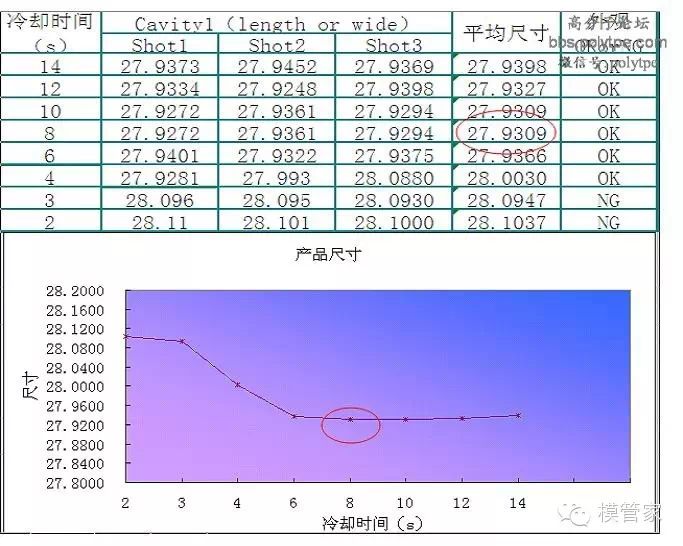
вЛАуРфШДЪБМфЕФЙРЫуЙЋЪНЃК 1.ОбщРфШДЪБМфЁнtЃЈ1+3tЃЉЁЁФЃЮТ60ЁцвдЯТЃЛ 2.ОбщРфШДЪБМфЁн1.5tЃЈ1+3tЃЉЁЁФЃЮТ60ЁцвдЩЯЃЛ ЃЈtБэЪОГЩаЭЦЗЕФзюДѓШтКёЃЉЁЃ 3.РэТлРфШДЪБМфЕФЙРЫуЙЋЪНЃК 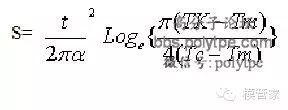
s=зюЖЬЕФРфШДЪБМфЃЈsЃЉ t=ЫмМўКёЖШЃЈmm) ІС=ВФСЯЕФШШРЉЩЂЯЕЪ§ЃЈcЉO/УПУыЃЉ Tk=ЫмМўЕФЭбФЃЮТЖШ Tm=ФЃОпЮТЖШЃЈ ЁцЃЉ Tc=СЯЭВЮТЖШЃЈ ЁцЃЉ ЃЈСљЃЉРфШДЫЎСїЖЏзДПіЕФВтЪд 1.ЪЙгУбЙСІБэгыСїСПБэНјааВтСПЃЌАбВтСПГіЕФЪ§ОнЬюШыБэжаЃЛ 2.ВтСПВЂМЧТМРфШДЫЎЙмжБОЖЃЛ 3.ИљОнРфШДЫЎЮТЖШЃЌВщГідЫЖЏеГЖШЃЛ 4.АДШчЯТЙЋЪНМЦЫуГіЦфРзХЕЪ§ЃЛРзХЕЪ§ЃЈReЃЉ=3160ЁСРфШДЫЎСїСП/РфШДЫЎжБОЖЁС дЫЖЏеГЖШ 5.РфШДЫЎЕФСїЖЏдкЮЩСїзДЬЌЯТЃЌВХгаНЯКУЕФРфШДаЇЙћЃЈ Re ЃМ2000ЮЊВуСїзДЬЌЃЛ Re ЃО4000ЮЊЮЩСїЃЈЭФСїЃЉзДЬЌЃЛ Re=2000~4000ЮЊЙ§ЖЩзДЬЌЃЉЁЃ ЃЈЦпЃЉФЃОпРфШДОљдШадЕФВтЪд 1.гУФЃЮТВтСПвЧВтСПаЭаОЁЂаЭЧЛИїбЁ10ИіЕуЕФЮТЖШЃЌМЧТМдкЯТБэжаЃЛ 2.ИїВтСПЕуЕУЪЕМЪЮТЖШгыЦНОљжЕЕФВювьгІаЁгк2ЁцЃЌШчЙћгыЦНОљжЕЕФВювьГЌЙ§2Ёц ЃЌдђБэУїФЃОпРфШДаЇЙћВЛОљЃЌгІИФЩЦРфШДЯЕЭГЁЃ 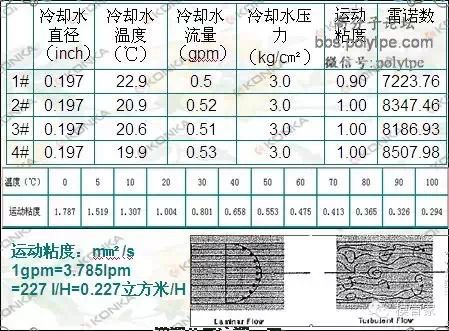
ЃЈАЫЃЉШмСЯЕФеГЖШЗжЮіЁЊЁЊШЗЖЈзюМбЕФзЂЫмЫйЖШ 1.МЧТМвКбЙгЭЮТЖШЁЂШмСЯЮТЖШКЭФЃОпЮТЖШЃЛ 2.ЯШЩшЖЈКУШмНКжежЙЮЛжУЃЌжЛгУвЛМЖЩфНКЃЛ 3.НЋБЃбЙбЙСІКЭБЃбЙЪБМфЩшЖЈЮЊСуЃЌШЗЖЈЩфНКЦ№ЪМЮЛжУКѓЃЌж№ВНдіМгзЂЩфЫйЖШЃЛ 4.ЕїећзЂЩфЫйЖШЬюГфЕННКМўЕФ95%ЮЛжУЃЈЙлВьЪЧЗёгаЕцСЯЃЌСє5-10mmЕФЕцНКСПЃЉЃЛ 5.МЧТМЬюГфЕННКМўЕФ95%ЮЛжУЪБЫљДяЕНЕФзюИпзЂЩфЫйЖШЃЛ 6.НЋзЂЩфДяЕНЕФзюИпзЂЩфЫйЖШКЭЩфНКЗхжЕбЙСІМЧТМгкЁАзЂЩфЫйЖШЗжЮіЪ§ОнБэЁБжаЃЛ 7.ж№ВННЕЕЭзЂЫмЫйЖШЁЂдіДѓЩфНКбЙСІЃЌЙлВьВЂМЧТМЬюГфЕННКМўЕФ95%ЮЛжУЪБЫљЖдгІЕФЩфНКЗхжЕбЙСІЃЛ 8.ДгЧњЯпЭМжаШЗЖЈзюМбЕФзЂЩфЫйЖШЁЃ ЁЊЁЊЁЊЁЊЁЊЁЊЁЊЁЊЁЊЁЊЁЊЁЊЁЊЁЊЁЊЁЊЁЊЁЊ СЫНтИќЖраХЯЂЧыЕЧТМЁОwww.moldcio.comЁП ЙизЂФЃЙмМвЮЂаХЙЋжкеЫКХЁОmoldcioЁПЫцЪБСЫНтзюаТзЪбЖЁЃ 
| 






 ЗЂБэгк 2015-3-27 17:30:37
ЗЂБэгк 2015-3-27 17:30:37

 QQКУгбКЭШК
QQКУгбКЭШК QQПеМф
QQПеМф ЬкбЖЮЂВЉ
ЬкбЖЮЂВЉ ЬкбЖХѓгб
ЬкбЖХѓгб ЪеВи
ЪеВи ЬдЬћ
ЬдЬћ довЛЯТЃЁ
довЛЯТЃЁ ЗЂБэгк 2015-4-3 10:48:48
ЗЂБэгк 2015-4-3 10:48:48