本帖最后由 iCAx开思网 于 2014-11-18 11:11 编辑
2011年日本机械加工-切削梦想大赛-获奖作品
组别:微细加工组
奖项:金奖
作品名:微型钳子
会社名:株式会社衣川制作所
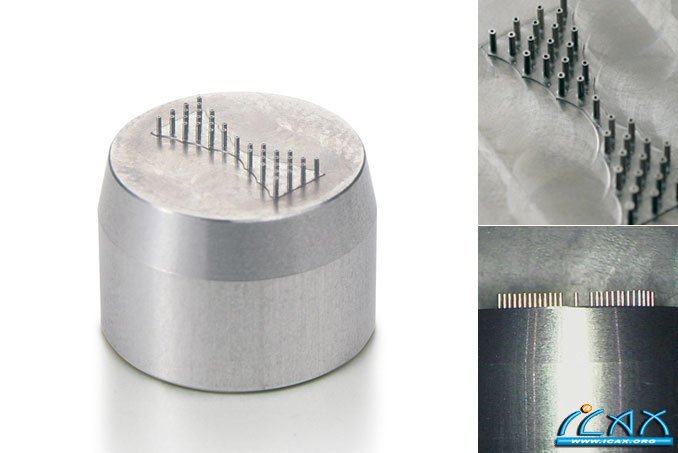
评论 :首先, 关于3件部品, 先把φ1 mm径内做出的部位为重点, 在上杯, 下杯的先端具有切裂细胞的尖锐端边是有其必要性, 但在加工之际, 得好好思考面的优先顺位先后, 接着, 为了吸入下杯细胞的口袋加工时, 特别要留意歪斜现像
材质:SUS
加工机械 :NV4000 DCG
加工时间:20个小时
把微细可动的零件精密地加工出来是值得肯定的, 为了做出尖锐的端边, 见识到技术员在加工面优先顺位方面所作的努力. 大家注意看旁边的标尺。

组别:微细加工组
奖项:银奖
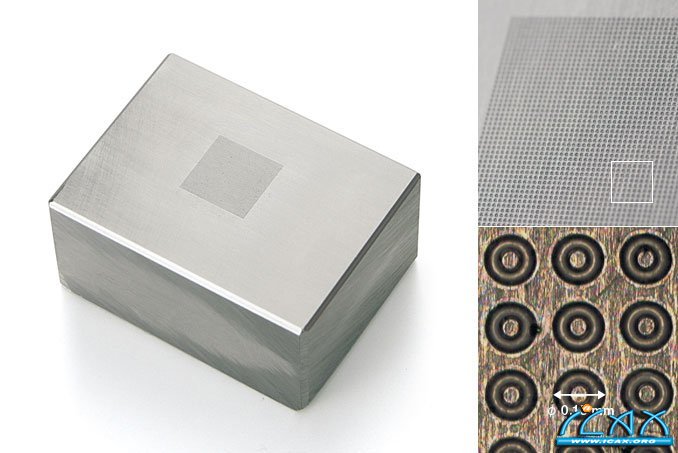
作品名:线框 □1mm
会社名:野田プラスチック精工株式会社
评论 :
・一直有注意不要因钳榨压力而造成形状歪斜
・防止加工中的作品出现浮出
・要提高治具位置的精准度
材质:PPS
加工机械 :立式加工中心
加工时间:20分钟

|






 发表于 2014-11-14 13:13:31
发表于 2014-11-14 13:13:31


 QQ好友和群
QQ好友和群 QQ空间
QQ空间 腾讯微博
腾讯微博 腾讯朋友
腾讯朋友 收藏
收藏 淘帖
淘帖 赞一下!
赞一下! 发表于 2014-11-14 13:41:41
发表于 2014-11-14 13:41:41








