 图1 分析模型
图1 分析模型塑料成型品的进浇口会依据产品的几何形状、材料特性和成型周期等因素,进行不同尺寸的浇口设计。由于在充填过程中并无法确切掌握浇口完全固化的时间,且在生产现场往往会因不同的成型参数条件变化下,也会造成浇口凝固时间的变动;进而使制程中的保压时间难以确定,过长的保压会延长周期时间、不足的保压又会造成产品在后续冷却体积收缩率过大,造成产品收缩不均形成翘曲或表面凹痕等缺陷。在Moldex3D分析中,针对软件的计算参数选项中,提供能协助使用者评估浇口固化时间的结果,让使用者作为设定保压时间的参考,可较精确地在不同的浇口设计与成型参数下来设定保压时间,确保周期,达成辅助提升产品质量之功效。相关之软件执行步骤如下:
步骤一: 汇入完整的模型(如图1),包含产品与流道系统。
图1 分析模型
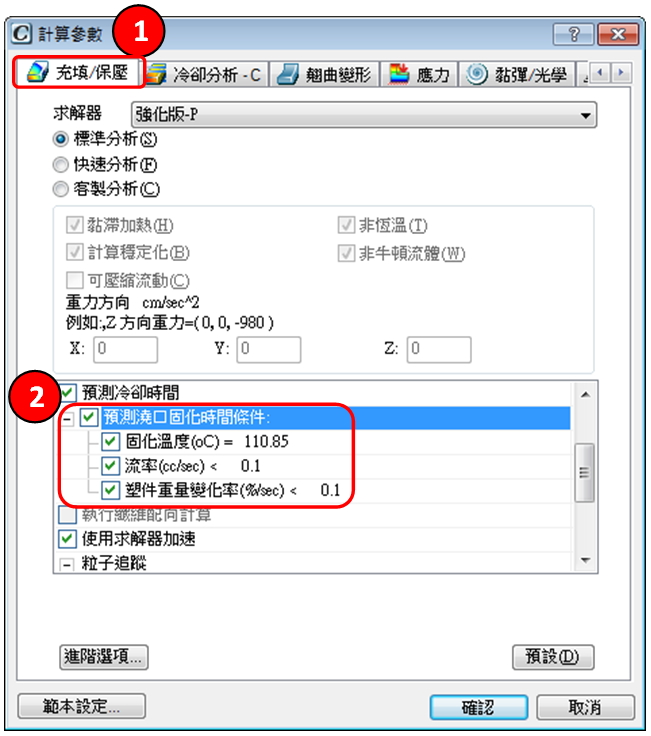
步骤二之一: 在依序选择材料与成型参数后,进入计算参数页面。

步骤二之二:在计算参数页面下的”充填/保压”项目中,先勾选“预测浇口固化时间条件”选项,在分析估算的评定标准有三个条件让使用者选择,条件都可以依照需求作数值上的调整。固化时间(oC)的定义是浇口截面都低于设定温度(范例为110.85);流率(cc/sec)的定义是当熔胶经过浇口截面的值低于设定(范例为0.1);塑件重量变化率(%/sec)是整个产品重量增加或降低的幅度低于设定(范例为0.1)。设计者可以勾选1至3个选项。假设选择3个条件选项,则表示分析计算时都须符合3个条件,才认定浇口已固化。
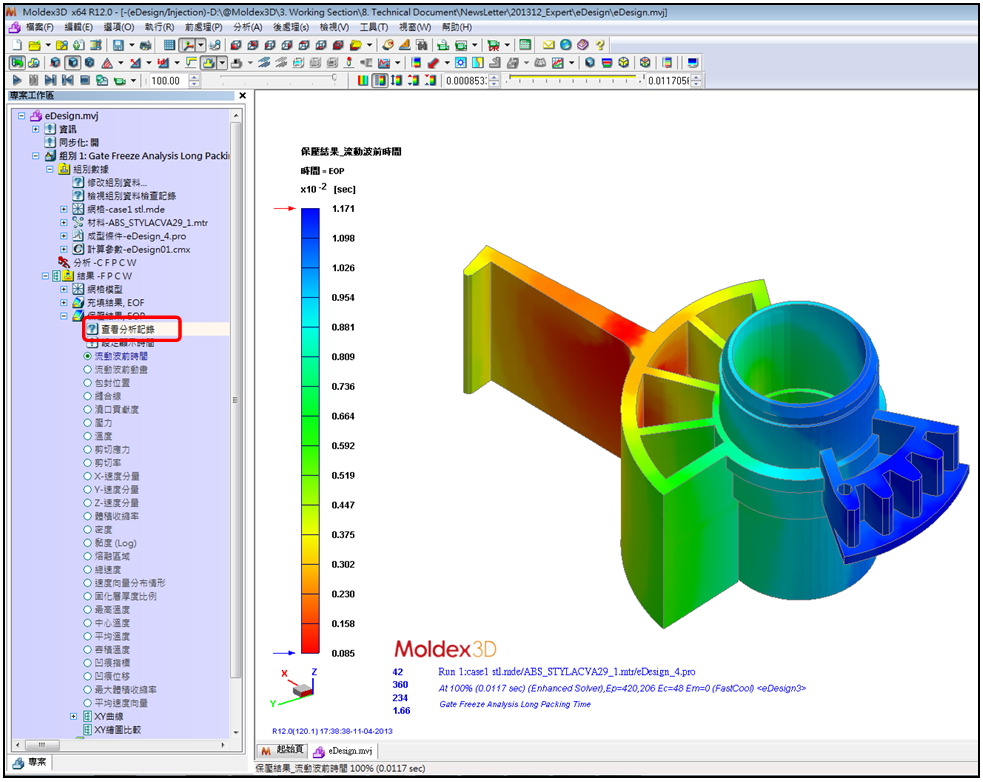
步骤三: 在分析结束后,开启保压分析结果中点选“查看分析记录” ![]() 。
。
步骤四之一: 如果保压时间过短,会出现如红色框选处“Gate is not frozen yet”的提示,此时建议将保压时间再延长。
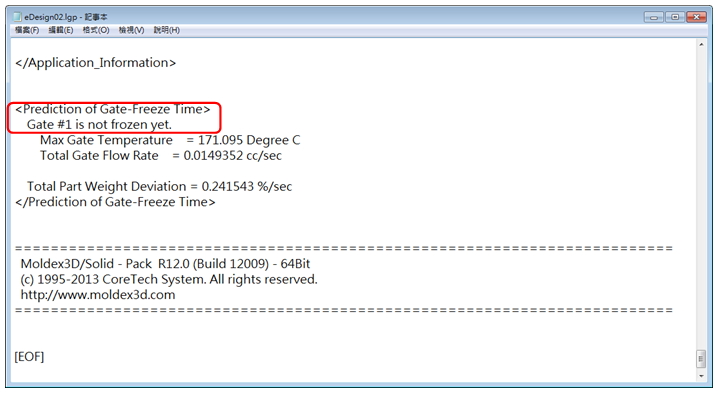
步骤四之二: 如果保压时间足够,会出现如红色框选处“Freeze Time of Gate = 预测秒数”的提示,此范例估算值为5.559 sec。
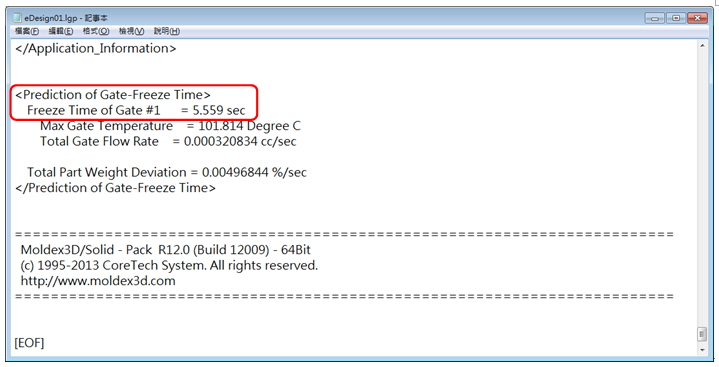
※本功能也适用于多个进浇口设计,会针对各浇口凝固时间作估算。
步骤五: 将所有的成型条件都做相同的设计,比较保压3秒与6秒时的差异,并以尺寸变形作为质量的比对。结果显示,浇口已固化的产品尺寸精度会优于未固化者。
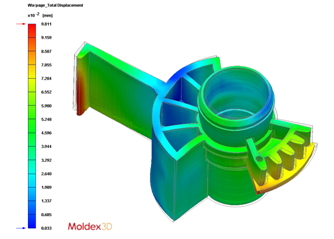
(a) 浇口未固化之总位移分析结果(保压3秒),总位移0.033~9.811 (x10-2)mm
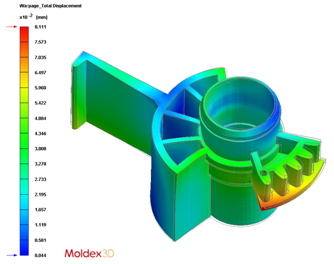
(b) 浇口已固化之总位移分析结果(保压6秒),总位移0.044~8.111 (x10-2)mm
lrbheyuan 发表于 2014-4-8 16:53
非常方便的功能,以后不用自己靠猜產品需要保壓多少秒了~

| 欢迎光临 iCAx开思网 (https://www.icax.org/) | Powered by Discuz! X3.3 |
