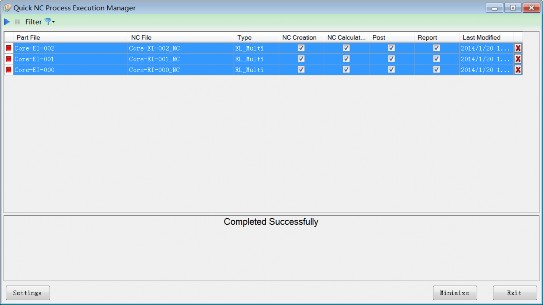
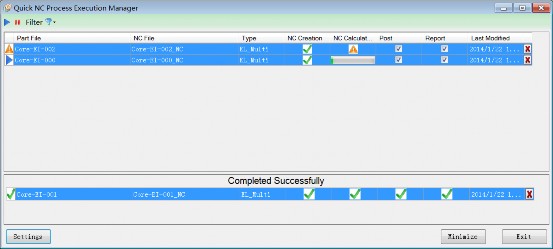
CimatronE-QNCP 的应用 CimatronE 电极快速编程(Quick NC Process,简称 QNCP)能极大缩短电极 编程人员的软件操作时间,最大限度地实现自动化编程。 下图是 QNCP 的运算状态界面,界面非常简洁。
通常,用户进入这个界面后只要点击左上角的计算按钮,软件就可以自动完 成电极所有的编程工作,包括创建 NC 档案及程序、刀路计算、G 代码后置处理 和生成程序单等四项操作。 从图中可见,QNCP 可以同时对多个电极进行自动编程。一次点击批量自动 编程,让用户不再需要长时间坐在电脑前一会儿操作一会儿等待软件计算程序, 给予了用户极大的工作自由。 那么 QNCP 是如何自动编程的呢?下面我们逐步介绍。 1、“自动设置颜色”功能 在拆电极环境下,用户可以用这个指令对电极模型的 曲面颜色进行重新标准化定义,如下图的设置对话框。
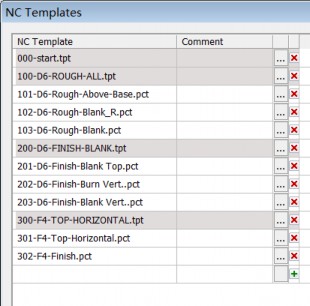
该指令能自动分出水平面、自定义角度的斜直面、斜角面、R 角面、电蚀面、 延伸面、垂直面、电极底座顶面、底座侧壁及底座底面等多种类型的曲面。并对 每一类曲面附属不同的颜色加以区分,每一类又自动归属为一个集合。该功能为 编程中对不同类型的曲面创建不同的加工策略实现了极大的自动化。 2、选用模板 众所周知,套用编程模板进行编程是 CimatronE 早已成熟的方式, 熟练的用户一天完成 100 个较简单的电极的编程不在话下。 而 QNCP 支持批量套 模板,为相同类型的多个电极选用同一个合适的编程模板,这就进一步省去了重 复的工作。 套用时用户可以直接选择合适的整套加工工艺,即从开粗到精修的多把刀具、 多个 TP、多条程序一次性加载。下图的 NC 模板对话框就是包含了 4 个 TP、3 把 刀具、12 条程序的一套加工工艺。
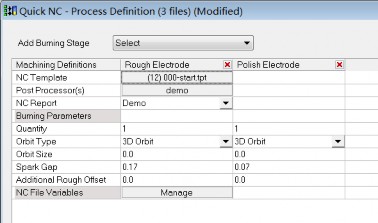
事实上,如果用户完全清楚所选模板的用法,是无需浏览上图的界面的。只 有当模板库中没有当前电极的合适模板时,才需要选择一个最接近的模板并通过 上图的编辑界面对模板中的程序进行调整。在上图的界面中,用户可以增加、删 除程序,或者调整程序的前后顺序。 3、设定参数 当用户无需编辑模板或编辑完成后,用户可以通过下图工艺设定对 话框设定一些全局参数。 包括选择要几个电极放电(如一个粗放一个精放)、选 用哪种后处理器出 G 代码、选用哪种程序单模板出程序单、火花位扣位方式(即 2D 平动或 3D 摆动)、火花间隙等。
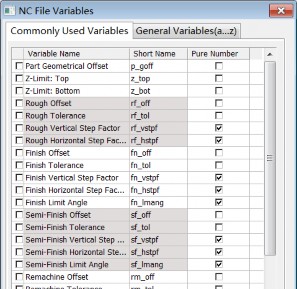
除了以上固有的全局参数外,用户可以在创建程序模板中设定一些其他的交 互变量,如下图 NC 文件变量对话框中的粗加工余量、精加工余量等等。
这些并非程序中直接对应的参数,而是由 QNCP 为用户定义的变量。众所周 知,在 CimatronE 编程环境中设定参数时,用户可以输入一个公式,如设定切深 为 0.2*tldi。其中 tldi 就是刀具直径的变量,会随着程序选用的刀具直径的不同 而变化。而上图对话框中就是 QNCP 为用户提供的更多的变量。这些变量的取值 可在前面的工艺设定对话框中输入。 4、自动运算 以上经过批量选择电极、套用合适模板、设定全局参数等三个步骤 后,就可以进入本文最初提到的运算状态界面中了。 点击计算系统会自动执行后 台操作,此时人员就暂时解放了。
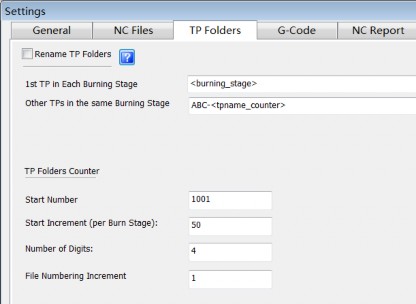
界面显示当前后台执行的进度,从上图可以看出,电极 001 已全部完成,四 个步骤都显示绿勾。电极 002 程序计算完成,但存在问题,所以有一个橙色的感 叹号,这就需要后续打开这个 NC 档进行检查和修改,而同时,G 代码和程序单 也因此不能输出。电极 000 的 NC 档已创建,程序已通过套用完模板,正在计算 程序。 5、关于设定 以上自动化的操作取决于前期一劳永逸的预设定。下图是预设定对 话框界面。 其中分为通用设定、NC 文档、TP、G 代码及程序单等几个标签页面。 可以设定模板库默认路径、NC 档自动存放路径及命名、TP 命名规律、G 代码自 动输出路径及命名、G 代码是否分割、程序单模板路径、程序单命名等等。
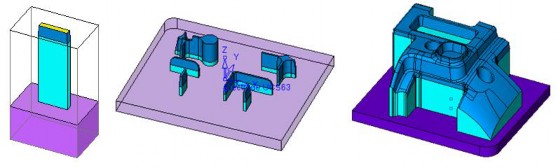
以上介绍了 QNCP 电极自动编程的整个操作流程。对于简单电极,无需开启 CimatronE 的编程环境,直接在上述 QNCP 界面中就全自动完成了。对于中等复 杂程度的电极,需要在 NC 模板对话框中调整模板后自动运算完成。对于复杂电 极,需要调整模板后,可让 QNCP 仅执行第一步运算,即自动创建 NC 档及程序, 然后开启 NC 档编辑程序,再返回 QNCP 执行接下来的三个步骤。当然,电极造 型各式各样,不可能 100%的电极都能直接套用模板,进行必要的编辑是正常的。 但即使是这样,QNCP 也还是能大幅度提升电极编程的效率。 经测试,某客户之前使用普通的手动套模板的编程方式,使用 QNCP 对电 极进行自动编程后,简单电极效率提升 50%,中等电极提升 75%,复杂电极提升 22%。下图从左往右依次是简单、中等、复杂三类电极的典型模型。
该客户使用 QNCP 后,一位编程员一天工作 10 小时,平均能完成 270 个左 右的电极编程,是普通套模板编程效率的 3.4 倍。而如果一人配备两台电脑工作, 则每天能完成近 400 个电极的编程,效率是之前的 4.8 倍。 综上,QNCP 电极自动编程能为模具企业极大地提升编程效率,也能极大地 降低人力成本,是编程员不二的选择。 |