GibbsCAM2.5 轴加工实例 GibbsCAM 功能强大,涵盖了 2-5 轴的铣加工功能,和车铣复合加工功能。 下面对一零件做 2.5 轴线加工的技术讲解,以增进大家对 GibbsCAM 软件 2.5 轴产品加工的了解。
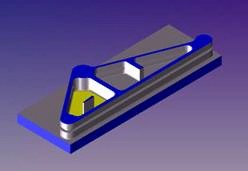
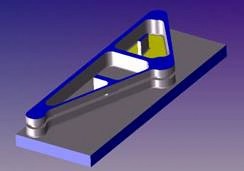
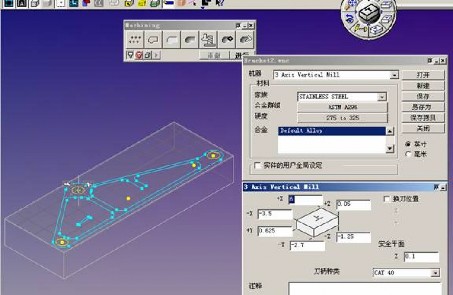
(上图)成型零件效果图 首先建立文档 (可自行作图,也支持外界导入)。本例题采用英寸制 上面对话框:在机器栏对应的是各种不同的加工环境(MDD)。此零件我们采用 3 轴立式加工中心。 下面对话框:设置毛坯,刀具换刀点和安全平面
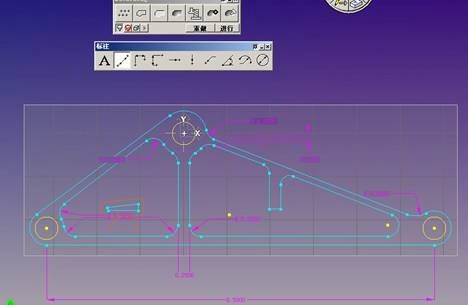
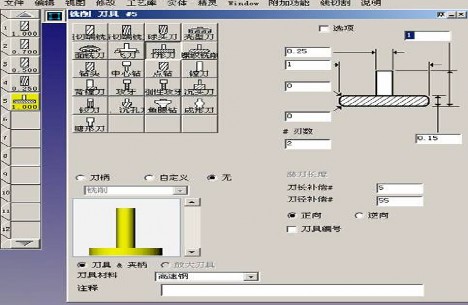
通过 GibbsCAM 的尺寸分析工具,我们可以确定要使用的刀具尺寸:
打开刀具对话框,定义本次加工所要使用的刀具,分别定义粗铣刀 T1:D1 T2:D0.7,精铣刀 T4:D0.25 和 T5:T 型刀 D1
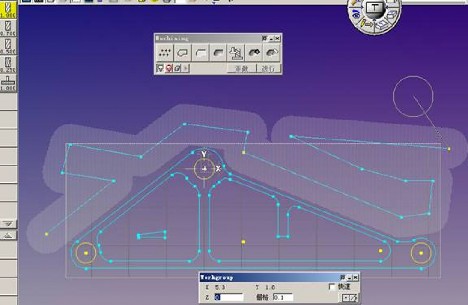
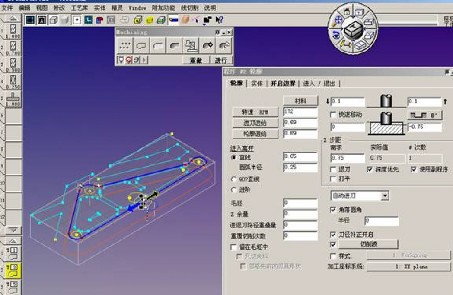
去除大余量外围毛坯:采用 T1 刀具,GibbsCAM 有一个比较特别的功能,可以根据选取的刀具,通过 划线画出走刀路线。
完成此步骤后,把轮廓策略和刀具拖至工序栏,便会自动弹出对话框,拾取所画走刀路线,点击线上 圆环,确认切削位置。在编程对话框,设置进刀距离 0.1,切深-0.75,Z 步距 0.25,黑色和白色图标分别 可以拖动,白色标记用来确定开始车削位置,黑色标记用来确定结束车削的位置,控制起来相当灵活。
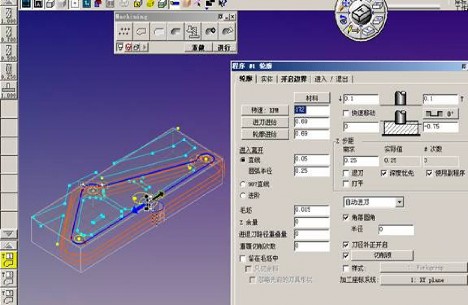
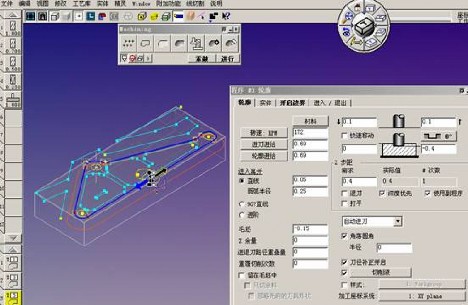
走零件外轮廓:采用 T1 刀具,打开轮廓编程对话框,拾取轮廓线,点击线上外切圆环定义刀具外切, 设置进刀距离 0.1 ,余量 0.015 切深-0.75,Z 步距 0.75。
轮廓精铣:采用 T3 刀具,只需把更换的刀具拖至工序栏,轮廓编程对话框会继承前面的程序参数, 更改余量为 0。
铣键槽:T5 刀具,采用轮廓铣削方式,注意进刀,因为是 T 型刀,要防止过切,切深-0.4,一刀到位。
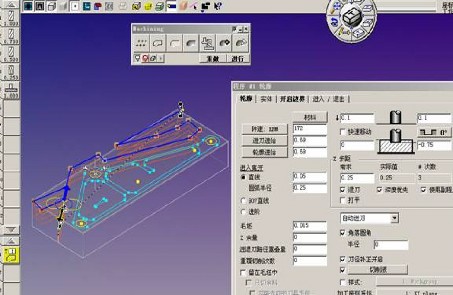
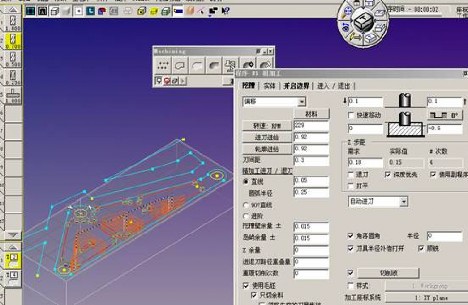
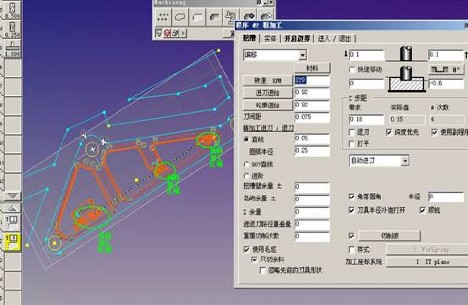
内腔开粗:T2 刀具,采用粗加工策略,GibbsCAM2.5 轴也是可以继承毛坯的,我们选择使用毛坯,就 会给下刀加工留下可继承的残料。参数设置余量 0.015,切深-0.6,Z 步距 0.18。
内腔残料加工:T4 刀具,采用粗加工策略,此时 GibbsCAM2.5 轴就可继承上次毛坯,只切残料,减少 空刀。参数设置余量 0,切深-0.6,Z 步距 0.18。
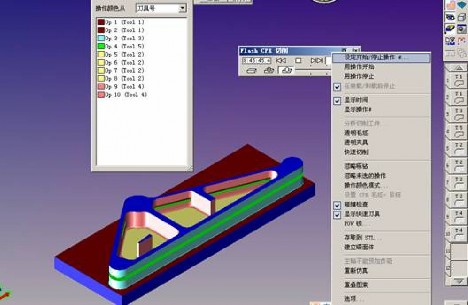
GibbsCAM 仿真加工:仿真可以很直接的预览零件加工效果,检查零件是否过切,仿真下拉菜单还有丰 富的仿真辅助功能,比如加工时间,颜色,物体透明,以及加载机床进行更理想的仿真等等。
以上是 GibbsCAM 对一典型线零件的 2.5 轴铣加工,以便使大家了解 GibbsCAM 除车铣复合以外,2.5 轴铣加工同样灵便,以后我们还会依次介绍 3 轴,4 轴和 5 轴的铣加工功能。 |