一、前言 大尺寸塑料镜片目前应用的产品如投影机、背投影电视、照明设备、医疗仪器、抬头显示器等,就镜片功能而言,有些只是单纯光线调节,有些则必须担负成像功能,以塑料代替玻璃制作镜片,目前塑料镜片产品主要的问题在于塑料的体积收缩较大、这对需要高精度要求的镜片而言是一大障碍,在大尺寸镜片产品应用上,因为塑料件肉厚尺寸较大,所造成的成形收缩将会更严重。下面以一个简单的例子来说明这些现象。 二、案例介绍(如图1 图2) 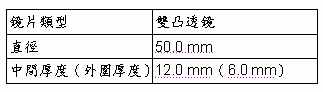  三、问题解析 1.保压效果有限 此镜片厚度中央最厚处为12.0 mm,而浇口厚度为3.0 mm 所以在固化时间来说,最厚区域的冷却时间是远超过浇口的,如图3显示此材料在模温80℃的条件下由料温240℃冷却至顶出温度85℃所需要的时间,3.0 mm需要22秒而12.0 mm却需要351秒,即使将浇口厚度增加到6.0 mm,浇口的冷却时间也只约88秒,还是远低于中心,如图4保压结束时中心温度仍然几乎是料温240℃,我们都知道有效的保压对于避免产品缩水是很重要的,但是在这个例子却发现保压仅在产品冷却的初期达到效果,既始将浇口加大到上限,对于改善中央区域的缩水仍然非常有限。 2.不均匀的体积收缩为变形主因 由体积收缩率分布如图5,可以发现体积收缩最高的区域在镜片的中央最厚区域,翘曲分析结果显示镜片中央位移量较外围高如图6,如果进一步分析面形的曲率变化,可以发现中央区域的曲率变小如图7。 3.延长冷却时间可使体积收缩率差异减少 镜片中心、镜面外侧及浇口放置了感测节点如图8记录了温度的历程,由图9可知浇口与镜片中心的冷却速率是有相当差异的,我们可以发现要快速将中心冷却是不可行的,因为中央的热能要透过塑料传递,而塑料却是热的不良导体,过于快速的冷却,可能使内外侧的体积收缩差异加大造成变形,原始设计的冷却时间为100秒,将冷却时间延长时,我们可以发现体积收缩的差异变小了如图10,而变形的分布也较均匀如图11,进一步比较面形的曲率,可以发现中央曲率变小的现象获得改善如图12。 4.现象讨论 我们可以试着解释这个现象,如图13若是很快的将镜片冷却,镜片的表面外侧会有一层固化层,但中心继续在收缩,因此镜片中心的表面会被牵动而造成变形。 四、结论 虽然塑料射出有快速量产的优势,但应用于大尺寸镜片时,若是镜片的厚度较厚,却必须以高模温及较慢的冷却速率条件来克服变形的问题,而这个方法却会减低量产能力,因此以CAE事先评估大尺寸塑料镜片的可生产性就变的十分的重要,如此才能避免在投入成本后仍无法回收的窘境。 五、参考文献 (马忠成/DigiTimes.com)人物专访-富士(FujiFilm)德国子公司Fuji Magnetics/Christopher Brawley & Gerhard Fehr塑料光学镜片的发展 [2006/09/18] |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org

