CAE模流分析于热流道系统应用
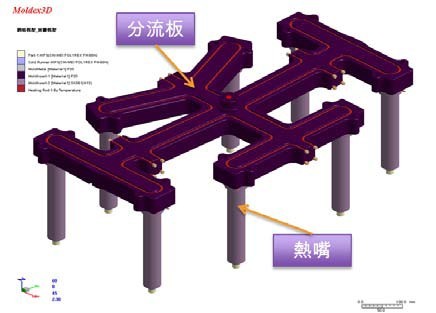
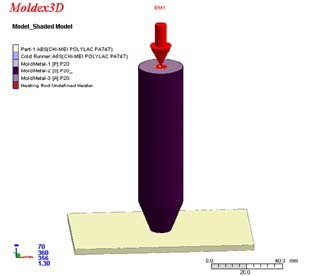
二、CAE模流分析于热流道系统应用何谓热浇道系统 流道系统为射出成型模具中不可或缺的一个重要区域,无论是单模穴或是多模穴模具,皆必须透过流道将塑料导入模穴内。而热浇道模具是将传统式模具或三板式模具的浇道与流道经加热,于每一成形时即不需要取出流道和浇道的一种崭新设计且在射出成形模具产业中扮演关键零件性角色,它提供着射出成形模具中从射出机的喷嘴处到模具的模穴之间塑料流动的控制。透过热流板、热嘴、及其控制系统的功能,让模具在成形时能提升塑品质量、加快生产速度、降低生产成本、做出高难度产品。 塑件的产品型态千变万化,配合不同的材质及机台的设定,须找出调校至最佳途径实为困难,因此,配合CAE 模流分析软件,有助于切入问题的核心,缩短产品开发时程及避免不必要的错误造成更多资源的浪费。透过CAE分析可以评估单模穴或多模穴配置、浇口型式与位置、热流道断面尺寸及长度,成型机台顿数⋯等,透过分析数据在模具开发阶段便可以事先预知缝合线位置与成品翘曲变形的趋势与数值,如此科学化的工具对于竞争激烈的模具产业而言是一项不可或缺的利器。特别是新一代的3D实体模流分析技术,不但能将传统2.5D分析法无法考虑的实际状况列入分析考虑,更能完整分析热流道各个组件对于温度控制的成效,例如分流板、加热线圈、热嘴…等等。 CAE分析案例探讨 下方将以一组典型热流道模具来说明如何应用新一代3D实体模流分析技术来解析热流道模具设计,分析案例模型如图1所示:
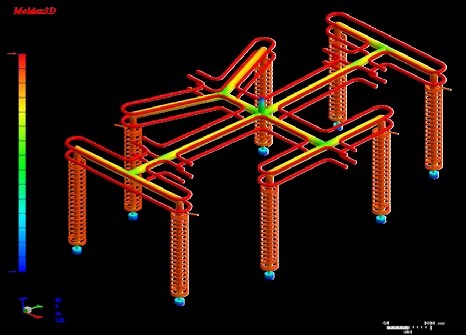
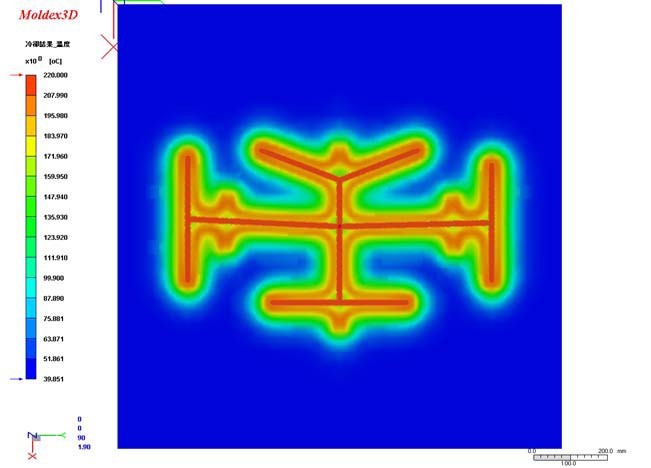
图2:热流道各组件温度分析结果
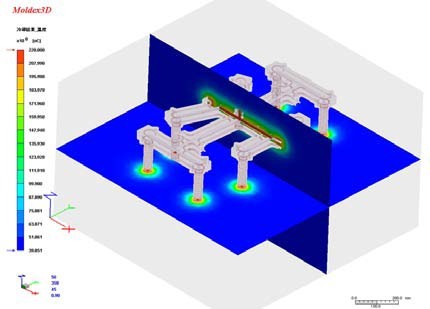
图3:热流道模具温度分析结果
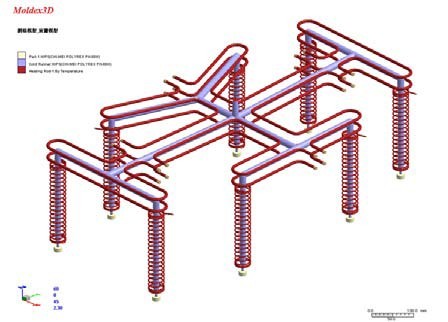
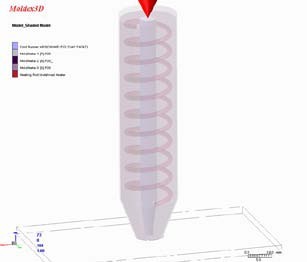
另外,图3所显示是完整模具热分析结果,透过3D剖面显示图可清楚看到,环绕热流道与模穴的模具温度普遍较高,即便有隔热层设计也难免仍是有温度传递。 另外,除了热流道加热组件设计之外,控制系统是整个系统的另一个重点,而透过CAE模流分析除了能解析肉眼看不见的温度变化,更能进一步模拟不同控制方式的成效。 图4:热流道模型及加热组件
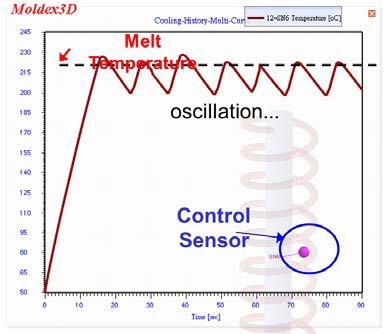
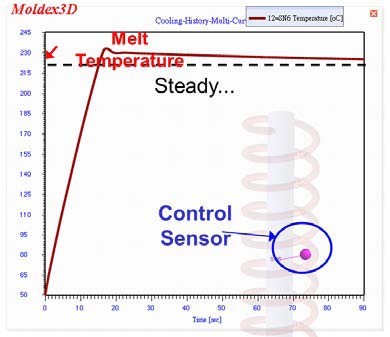
以图4所显示的热流道模具为例,分别进行传统on/off控制与PID控制之案例分析, 图5(a)、On/Off控制温度曲线
图5 (b)、PID控制温度曲线
|
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org