五、实验结果与分析
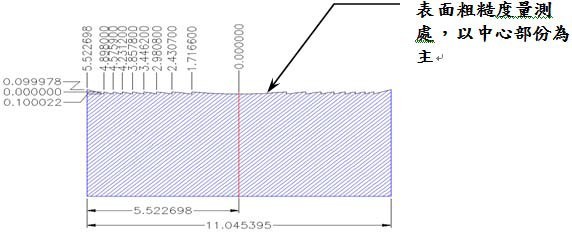
实验数据将由Form Talysurf Laser 635来进行量测,由于环形聚焦微结构模仁结构窄小,因此实验将以模仁中间部份(如图9)来进行表面粗糙量测比较。为避免主轴在高转速数下之主轴问题,每次更换模仁后都必须重新调校主轴动平衡达≦0.03μm偏摆后在进行加工(如表3)。
表3:不同实验动平衡数据
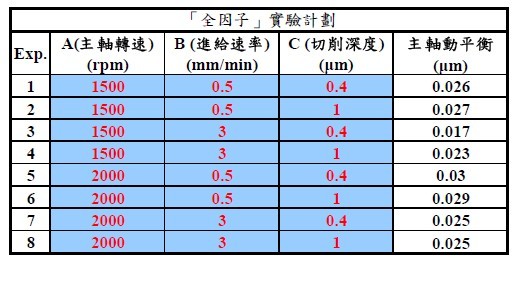
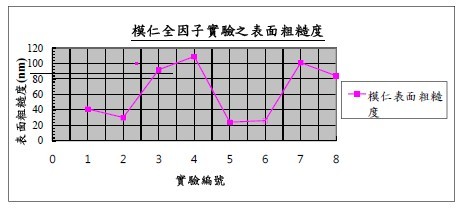
由如表4及图10之表面粗糙度数据及曲线图,可以看出实验5之表面粗糙度值最小,而其条件是主轴转速2000rpm、进给速率0.5mm/min、切削深度0.4μm,与理论表面粗糙度所计算出来之趋势相符。 表4:不同实验条件下之表面粗糙度值
图10:不同实验条件下之表面粗糙度曲线图
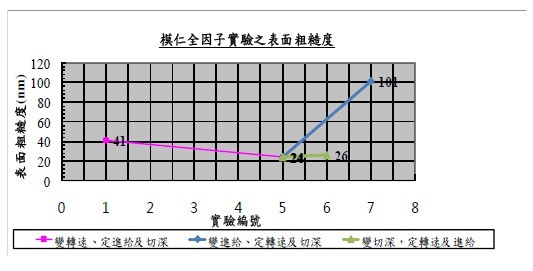
在图11中,由单一变动因子可看出进给速率对整个表面粗糙度之影响最明显,而转速次之,切削深度对表面粗糙度没有特别明显之影响。
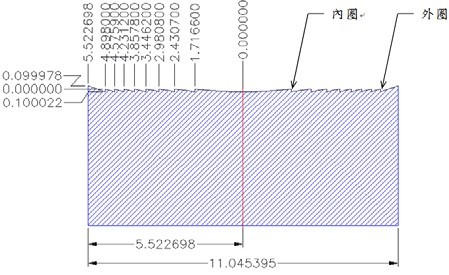
在微结构深度部分,由于本实验为固定深度变Pitch之模仁结构,因此微结构深度一致,但由于模仁越外圈夹角越小,越内圈夹角越大,外圈大夹角小因此刀具较不易加工至底部,所以微结构深度相较与内圈浅。因具有此特点,所以将以量测外圈与内圈深度来比较如图12,是否与理论吻合。 图12:模仁微结构深度量测似意图
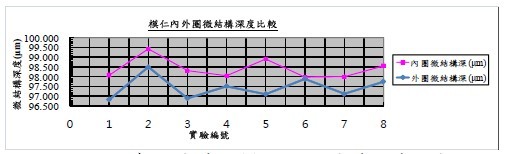
表5及图13为不同实验条件下模仁之微结构深度比较表及图,依数据可看出内外圈之加工深度与理论分析一致,由于内圈夹角大刀具可加工至较深,而外圈由于夹角小刀具可加工到的深度相较于内圈浅。 表5:不同实验条件下模仁之微结构深度比较表
图13:不同实验条件下模仁之微结构深度比较图
|
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org