结果与讨论
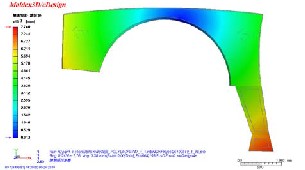
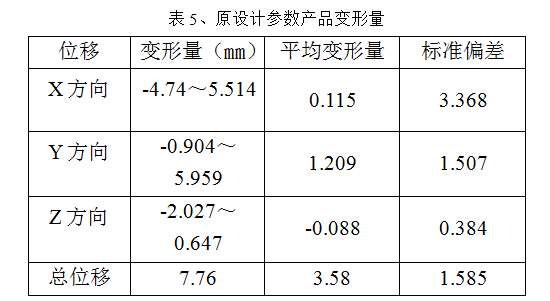
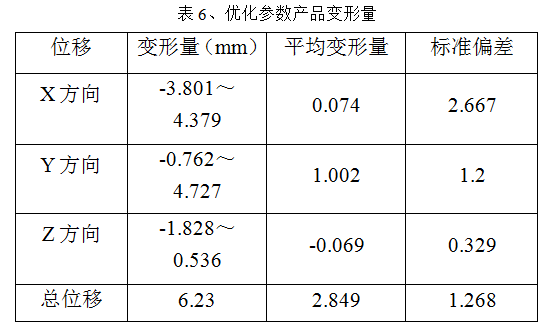
以翘曲变形量做为比较之依据,原设计参数之 X 轴变形量为:10.254mm、Y 轴变形量为:6.863mm、 Z 轴变形量为:2.674mm、总位移变形量为:7.76mm,如图 25 所示。最佳设计参数之 X 轴变形量为: 8.18mm、Y 轴变形量为:5.489mm、Z 轴变形量为:2.364mm、总位移变形量为:6.23mm,如表 5、表 6 所示。 将两种加工条件相互比较后可以发现,经田口实验设计方法所获得之加工参数对于翘曲变形量的 降低确实是有效果的,在各方向之变形量都较原始设计来的低。在这里计算出一个值来呈现设计变更 对产品的妥善率改善多少,将原始设计之翘曲总位移量减去最佳参数之翘曲总位移量后再除以原始设 计之翘曲总位移量,所算出的值在乘以 100%即可求出妥善率。经计算后本研究之最佳参数翘曲总变形 量 2.849mm 较原始设计翘曲总变形量 3.58mm 妥善了 20.4%。
图 25、原设计参数组翘曲总位移量
|
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org