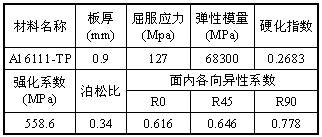
| 3 汽车行李箱盖内板成形仿真 3.1 基准课题介绍 汽车行李箱盖内板成形是2005年Numisheet会议的第一个基准课题,由美国通用汽车提供,目的是测试板材冲压仿真软件在回弹预测方面的性能。 3.2 材料参数 本文以Benchmark实验提供的铝合金材料为例完成仿真分析,仿真所用的材料参数如表1所示,铝合金的应力-应变关系曲线如图1所示[2]:
表1 铝合金材料参数
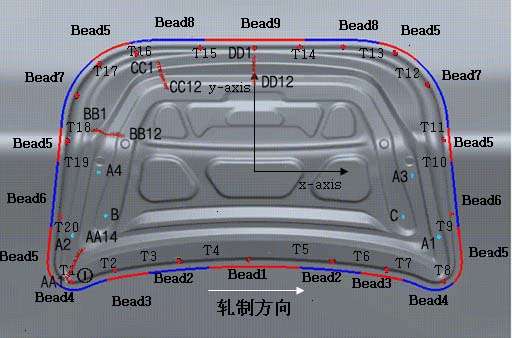
3.3 基准课题仿真分析 首先,根据产品的CAD数据进行工艺分析并在JSTAMP工序流程面板上完成工序设定。行李箱盖内板形状较复杂,且板面有内孔。仿真可依次设定为拉深、冲裁和回弹三个工序,并且需要布置拉深筋调节面内材料的流动。为避免仿真中出现计算不稳定的现象,在拉深工序前还需要增加板材夹持工序,该工序模拟凹模、板材与压边圈压合。JSTAMP/NV程序的项目面板和流程化的操作面板为多工序数据管理提供了极大的方便。仿真使用倒装拉深方案,固定凸模位置,设定凹模沿Z方向由上至下的行程,最终与凸模压合,冲压板材成形。 然后,输入Benchmark实验提供的凹模的CAD数据,并由程序自动生成网格,并在此基础上通过网格偏移得到凸模和压边圈的网格模型,整个网格模型数量约为5万。接下来,完成每个工序的分析条件设定。板材夹持工序使用中心积分单元(ELFORM=2),可减小计算时间,其它参数接受程序默认值。为保证回弹计算精度,拉深工序中使用高斯积分单元(ELFORM=16),并且设定IHQ=8,控制沙漏。同时设定拉深筋和模具动作参数。仿真中使用与实验相同的设定,本例中在行李箱盖内板的四周布置对称的拉深筋,见如图2所示的Bead1~Bead9,拉深筋截面参数见表2所示[3],其中R1和R2为外圆角半径,R3和R4为中心半径,H为拉深筋高度。设定压边圈的夹持力为1334KN,凹模行程由程序自动计算模具移动量确定。在冲裁工序中输入冲裁线的CAD数据,该数据也可由HYSTAMP模块计算修正后得到。回弹工序中仍然使用高斯积分单元 (ELFORM=16),并且设定IHQ=1,JSTAMP/NV提供Ls-Dyna和Joh-Nike两个回弹计算求解器,可以分别计算后对比结果。实 验中,完成冲裁工序后,行李箱盖内板仍放置于测试夹具上,测试板板外侧点的回弹量。夹具位置见图2中的A1-A4,B-C共6个点。其中A1-A4为 10x10mm的矩形区域,限制Z方向位移;B为直径为20mm的圆形区域,限制X和Y方向位移;C区域为20x24的槽和直径为20mm的测试点的位置 见图2,由左下角的①开始,逆时针编号,共20个测试点。
|