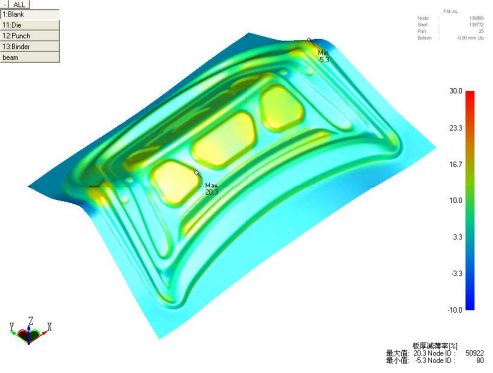
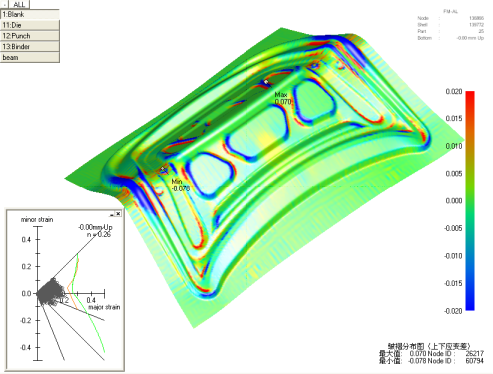
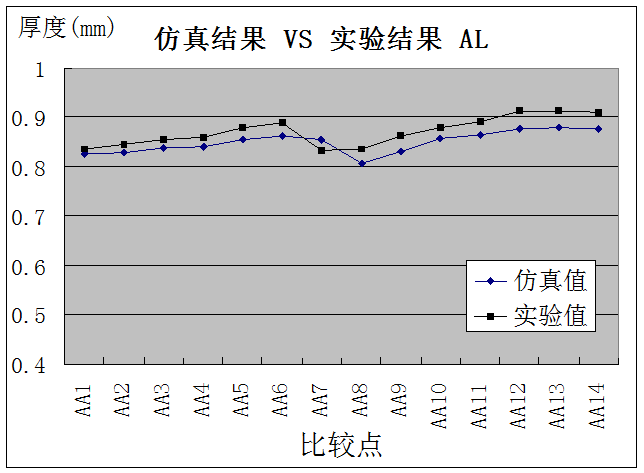
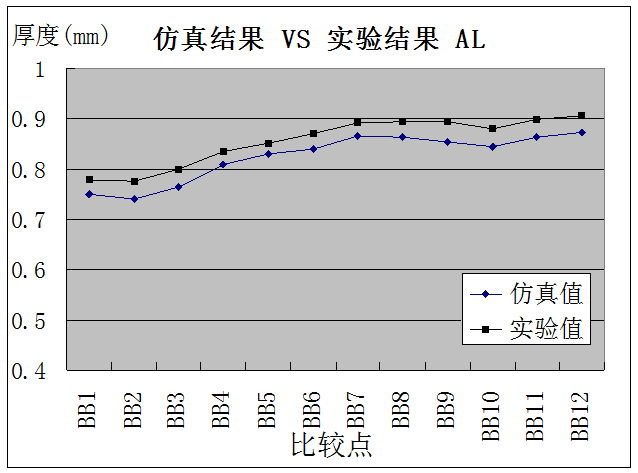
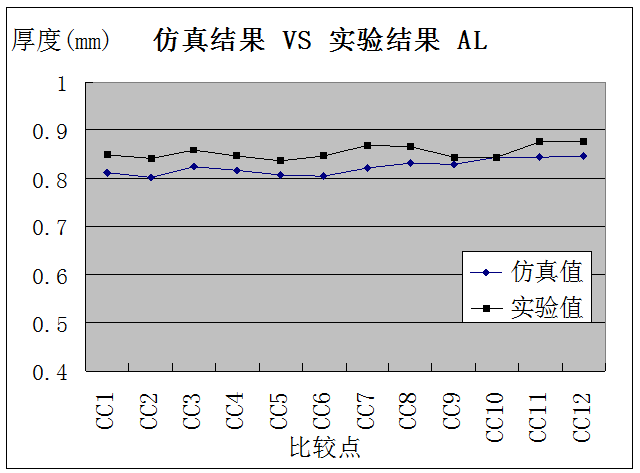
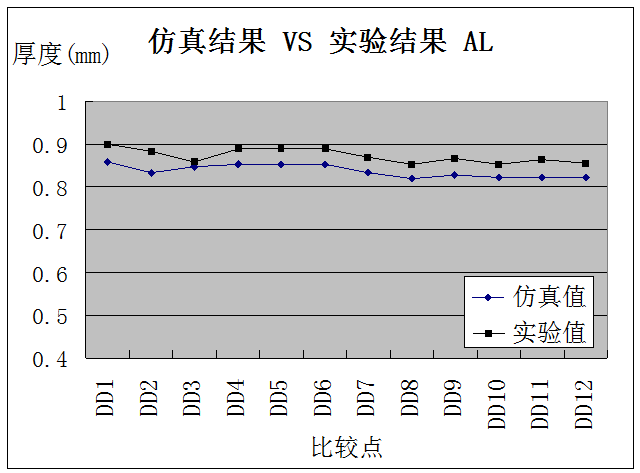
完成解析计算后,可运行JSTAMP/NV提供的多种后处理工具评价解析结果或由程序自动生成PowerPoint报告。首先,检查板材拉深成形厚度变薄率变化分布,如图3所示。由图可知,最大变薄率为20.3%,最大增厚率为5.3%,一般认为这是在可以接受的范围内的。由图4褶皱分布图和FLD图(成形极限图),可知最大褶皱为0.078,分布在曲率变化较大的地方,且板材不会发生破裂。为了更为精确地对比仿真结果与实验结果的差别,在板材上测试四个区域(图2所示的AA1-AA14,BB1-BB12,CC1-CC12,DD1-DD12 四条线段)的厚度进行对比。对比结果如图5所示,仿真值与实验结果能够较好的匹配,大部分测试点的差别在3%以内。
图3 变薄率分布图
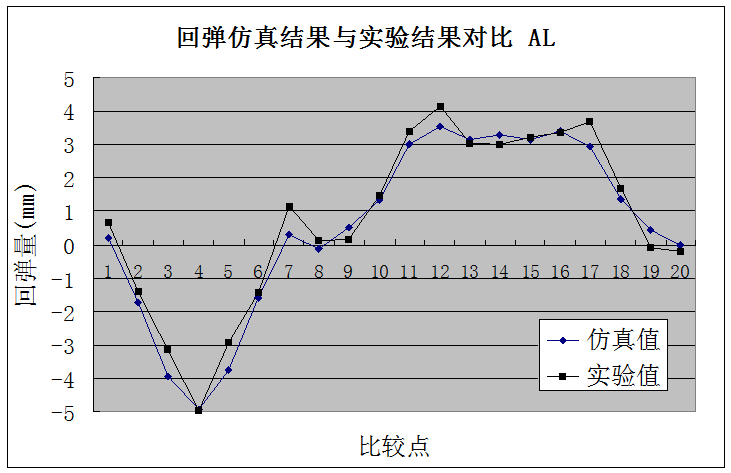
图5 拉深成形板材厚度仿真值与实验值对比 接下来检查回弹量的仿真结果与实验结果的差别。图6显示了20个测试点的回弹量的对比结果。可知,编号为○4,○12,○17的三个点的回弹量较大,这与夹具设定的约束条件是一致的,并且仿真结果能与实验结果很好的匹配。相比Numisheet2005会议收到的其它软件的仿真结果[4],JSTAMP/NV软件的回弹预测精度是值得信赖的。在此准确的回弹预测性能的基础上,可以利用JSTAMP/NV软件提供的回弹补偿功能,可以得到非常高精度的模具CAD数据。生成2-3次补偿后,可以把生成的数据直接传给CAM系统进行模具型面加工。
图6 回弹量的仿真值与实验值对比 |