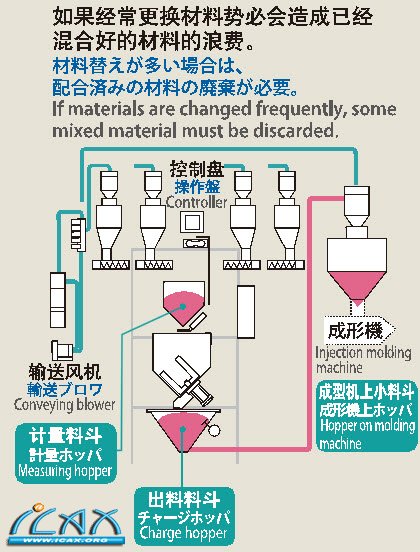
五、智能化配合 【问题】原料、色母(添加剂)在计量混合时是否会产生浪费? 和着色材相比,使用色母材的直接经济效益是勿用质疑的。正因如此,大多数塑料成型工厂,都会使用配合装置来实现自动化的原材和色母材(添加剂)的计量混合。 但是在计量混合过程中,价格日趋昂贵的原料和色母料(添加剂)还是存在着浪费。更换产品和换模时,计量混合装置也将同时停止。这时,在装置的计量部、出料部以及成型机上的储料部这3处都存在已经计量完成的材料。 (图5)由于换模,已完成计量的这些材料都被浪费掉了。
(例)50 台成型机的工厂,若一次计量设定为3kg,每台机平均1 周1 次换模50(台)×3(kg)×3(处)×4(次/月)×12(月)=21,600(kg/年)≈21(吨/年) 上例中,一年将丢弃的材料总量将会是21吨! 【提案】-「计量最适化软件」 本计量最适化软件从2 方向考虑着手,改变了计量混合装置的内部运转机制。从而最大化减少了停机时,计量部、出料部以及成型机上的储料部这3 处所产生的材料浪费。 1)每次计量的材料尽可能最小化,从而降低材料的浪费。(图6)
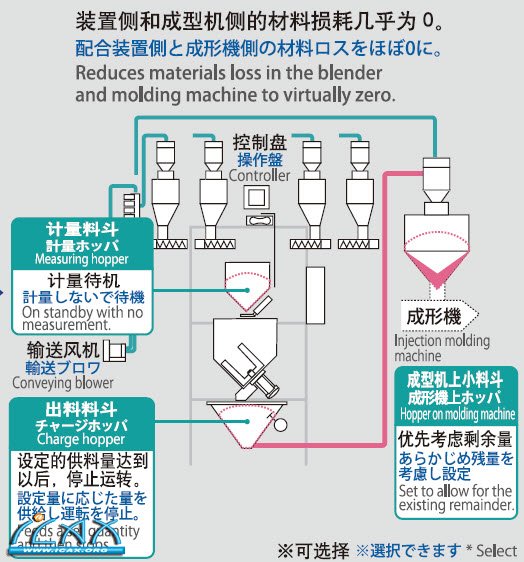
·计量部:若下部出料部有足够的已计量完成的材料,将计量待机。计量部的储料量将为0!·出料部:通过智能化软件运算,计量装置 能自我学习成型机的实际使用量。根据材料的实际使用量,一次计量必要量就能自动调整为最少值! 2) 计量装置侧和成型机侧的最终次储料几乎为0,从而降低材料的浪费。(图7)·出料部:通过累积计算,判断成型机的该批次生产会在何时停止。设定的供料量达到之后,装置就自动停机。这样,出料部的储料量也就为0!·成型机上储料部:同上原理,并优先考虑必要的残余量。从而装置在自动停机时,储料部的残余量就能被控制在最少!
【效果】 由于计量装置被赋予了上述智能化的控制,就能自我学习实际的使用状况,将材料的计量量进行最适化的处理。原先那些要被丢弃的材料浪费就能减少约99%。 六、小结 即便在日常努力消除浪费的塑料成型工厂现场,从资源生产性的观点上看,还是存在着大量的资源浪费。对此,我们提出以资源生产率为量化指标的「factor4」理念。该理念的核心思想是:用现在一半的资源,创造出双倍的产能,从而实现4 倍的财富价值。并有针对性的定义公式。以此定义公式作为依据,可以从提高生产效率或者降低能源消耗的多个方向,展开塑料成型工厂绿色生产自动化技术的应用探索。比如,为了消除「能源浪费」、「树脂浪费」、「水资源浪费」这3 大浪费,可以在进行工厂能耗诊断的基础上,开发相应的可以降耗节能的自动化机器技术,以使塑料成型工厂的资源生产率有一个质的飞跃,从而实现塑料成型工厂的真正绿色生产。 通讯作者:庄靓睿 连络电话:+86-21-54423111 电子信箱:smc-zlr@matsui.com.cn 七、参考文献 1. factor4 in molding factories ver.2 八、谢志 感谢株式会社 松井制作所提供数据与图片。 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org