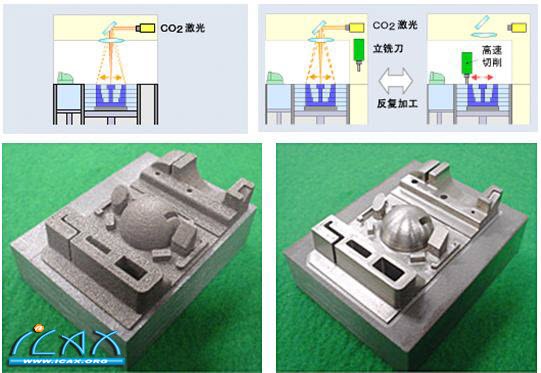
所以,此项新技术是叠层造型和去除加工的相反方向加工手法的复合化,综合集成了材料技术、计算机软件技术、镭射技术和数控加工技术。与以往单纯的金属粉末选择性镭射熔化叠层造型技术相比,其加工尺寸精度可达±0.005mm 以下,热处理后的材质硬度可达到Hrc50 以上。(图2)
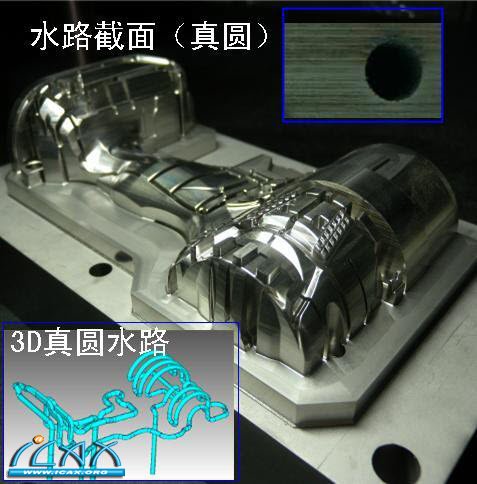
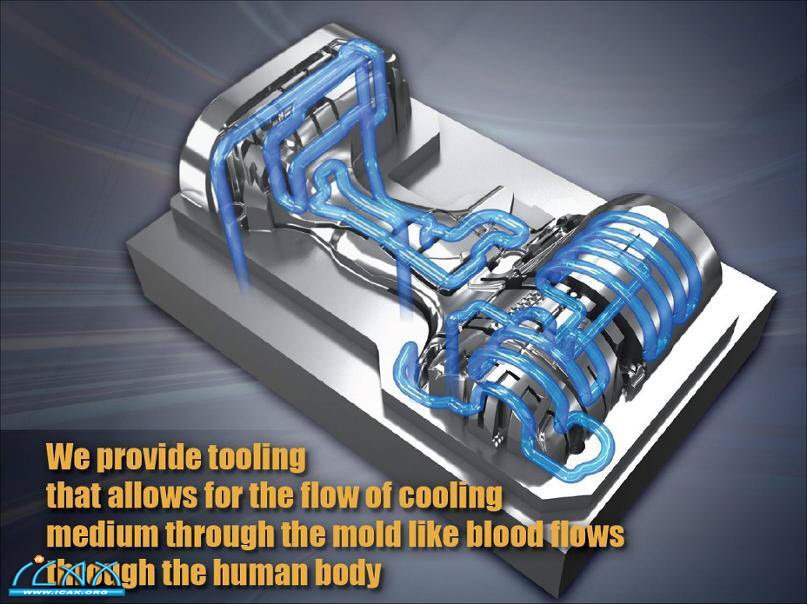
图2、SLM 技术(A)与复合加工技术(B)比较 此复合加工技术既具有高度的柔性,又具有足够的加工精度,其特点在于可以一次性并且一体化地加工完成具有内部异型水路和排气功能,但表面形状复杂、难于实施后续加工的精密模具零件。所以,可以依据CAE 软件的分析结果,在模具零件内部合理地构筑冷却水路和排气通道,极为有效地缩短模具冷却时间,排除模内困气,达到提高注塑成型效率、改善塑件品质的目的。图3 是此项新技术的最新应用案例。这是手提式电动工具外壳的模仁,按照传统加工手法,需要分割成20 个组件,制造100 种电极(分成粗加工100 个,精加工100 个),工期大致需要35天-40 天。可是,利用复合加工技术,不需要分割,也不需要电极,就可以一步到位地把模仁加工成形,工期可以缩短到15 天甚至10 天。而且,模仁内部还均布了横截面为圆形的三维冷却水路,可以极大地改善模具的冷却效果。(图3)
因此,金属粉末镭射造型复合加工技术,尤其适合于精密注塑产品模具的加工制造。下文例举3 种案例来说明其应用效果。 |