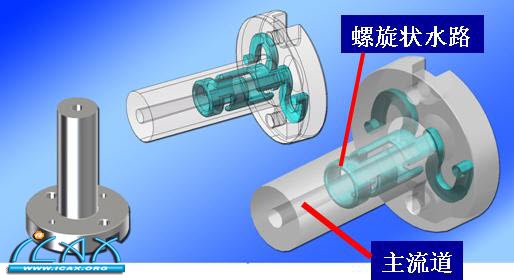
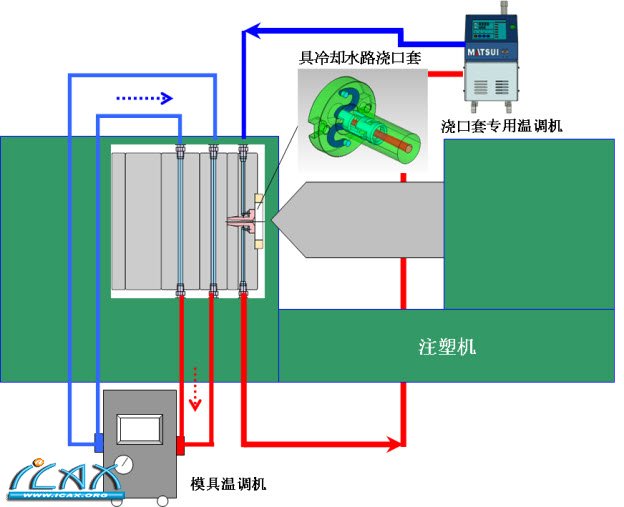
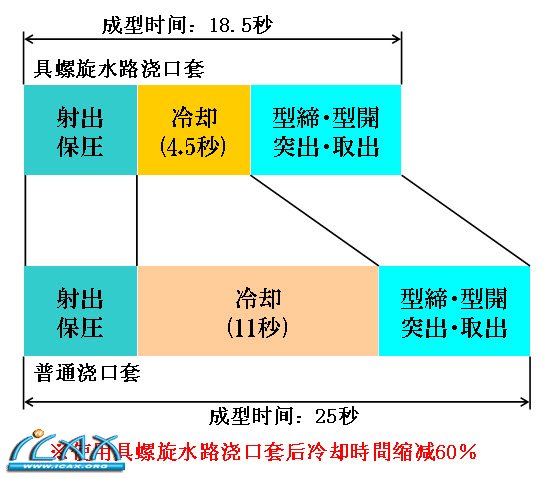
三、具冷却水路浇口套之案例 【事例】螺旋水路浇口套 冷却时间减少60%从注塑模具的结构来看,主流道的四周,也就是浇口套部分往往是蓄热现象最严重的。这是因为浇口套与高温的注塑机喷嘴直接接触﹐是模具中最初被注入高温熔融树脂的部位。尤其是遇到薄壁、小型产品的模具,由于难以对浇口套采取冷却措施,主流道部分常常比产品部分更为耗费冷却时间。 利用金属粉末镭射造型复合加工技术,可以在浇口套内部设置冷却水路。如果再配置专用温调机,并根据注塑机成型周期调节水流进出,将能对主流道部分实施快速有效的冷却。(图4)
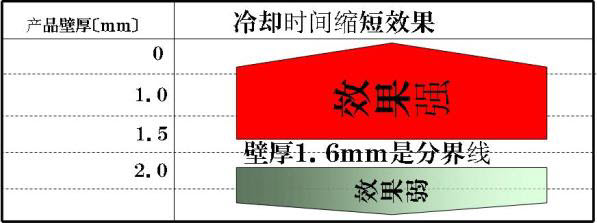
图5 的事例显示,对于某些特定产品,使用具冷却水路的浇口套,有可能给模具带来出奇制胜的冷却改善效果。根据大量案例的经验,产品厚度1.6mm 是一个分歧点,越小于这个厚度的产品,浇口套的冷却改善效果就越显着。(图5)
|