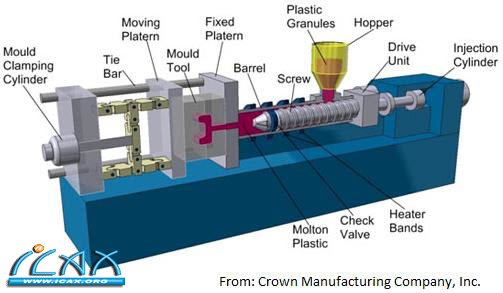
二、传统射出成型机 传统射出成型机(如图1)的系统可分为四大部份: 1. 油压/马达系统 射出机的油压/马达系统提供驱动射出机相关机构的动力,包含开关模具、高压锁模、旋转与推进螺杆、驱动顶出销以及移动公模板等。 2. 射出系统 包括了料斗、螺杆与料筒组合与喷嘴等组件。主要的功能是塑化及输送融胶,使融胶完成进料、压缩、排气、融化、射出及保压等过程。 3. 模具系统 包括了固定模板、移动模板、流道系统、顶出销和冷却管路的模板。主要的功能是使融胶在模穴内成型为需要的形状及尺寸。 4. 锁模系统 主要用来开启和关闭模具,并可移动可动侧之模板,可产生足够的推力来防止模具被射出压力推开。 而由于传统的射出成型机,其设计是以大型工件的制造为目的,要求:如重量误差量,体积误差量,射出参数等并不需要过于严谨。反之,微量射出成型因为其射出量仅在数毫克到几百毫克之下,所以在微量射出成型机的功能要求上较传统射出成型机特殊许多。
图1. 传统射出成型机。 三、碟式螺杆微成型射出机 在碟式螺杆微成型射出机中,最为特殊的地方,就是以创新式的碟式螺杆来进行塑料塑化的塑化单元,并以完全不同于传统射出成型机的观念进行设计,其功能要求为高射出速度、精密计量、高稳定性及快速反应能力。所设计出来的全新机器架构,包含: 1. 碟式螺杆 一般成型机的螺杆是长棒形,而扁平的碟式螺杆是圆盘状( 如图2) , 是利用Weissenberg Effect 所设计而成。在扁平面上设计有螺旋沟,具有一种由外向内送料的机构,并且螺旋沟的内外周会因速度不同而获有优异的混炼效果。
图2. 创新式的碟式塑化机构。 2. 内建热浇道系统 在模具上装设热浇道是最常被使用的节料方式,然此条件下的热浇道价格是会很昂贵的,但在碟式螺杆微成型射出机中,则是将热浇道搭配装在射出成型机上(如图3),除了可控制成本降低模具价格,并可因无料头而达到零废料的成果。
图3. 内建于微射出机中的微小热浇道统。 3. 高效率减速机 一般为了达到有效率且能产生足够动力,而使用减速机,但因为采取高减速比率,结果造成传动效率低落,且损耗伺服马达动力,但在碟式螺杆微成型射出机中,配有全新研发的小型高效率减速机(如图4),可以兼具高效率减速与低动能损耗。
图4. 套装式的模具系统。 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org