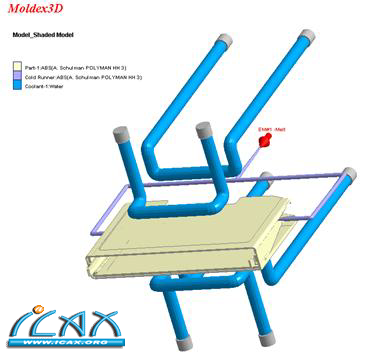
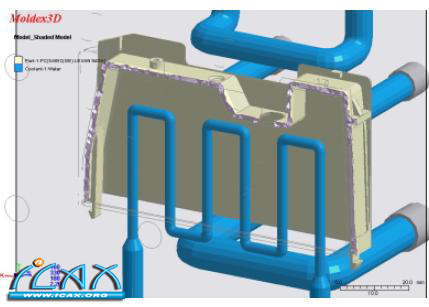
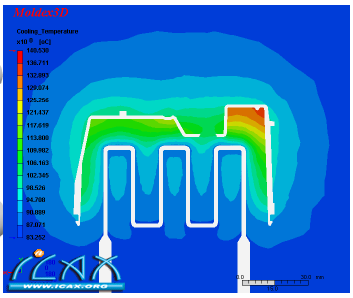
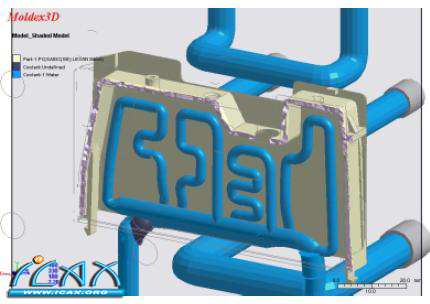
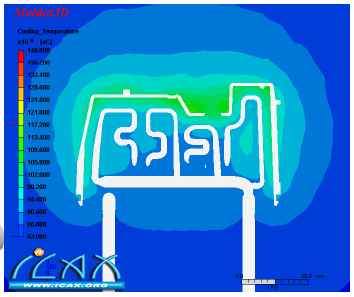
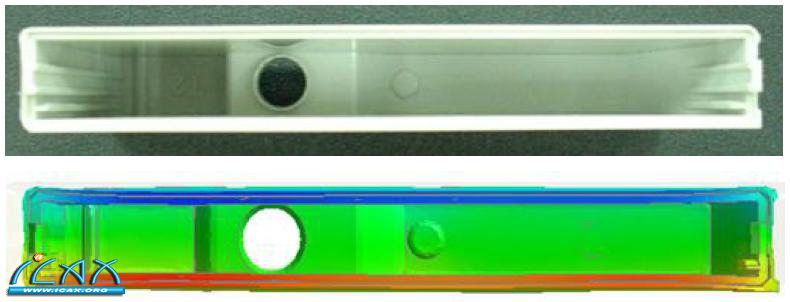
三、CAE 模流分析于异型水路应用 何谓异型水路系统 射出成型模具异型冷却水路之应用在全世界各地已经渐渐普遍,例如德国EOS 公司与日本松井公司所各自提供的雷射烧结异型水路技术,已有许多实际业界成功案例。简单来说,异型水路是指冷却水路设计跳脱传统设计位置与框架,让水路能贴着模穴表面几何形状的变化而变化,不仅为模具设计师们提供了更大的模具设计空间,而且能简化冷却水路的设计方法。众所周知,在一般的射出成型过程中,需要经过一定的周期时间才能使模具达到稳定的生产状态,这是因为当熔融的塑料注入模具后,模具与熔融塑胶在接触面之间发生热量传递,同时,模具通过自身向冷却水路进行热脉冲传导。于是,当模具温度上升,同时将热量传入冷却液。如果冷却水路离模具表面有较长的距离,连续的热脉冲就会使模具的温度持续升高,直到冷却系统带走的脉冲热量和熔融塑料带给模具的脉冲热量达到平衡。如果冷却水路距模具表面较近,则模具中积累的热量就会大大减少,且热量被限制在冷却水道与模具表面之间的区域,使得从模穴表面向冷却水路传导热量的路径也缩短很多。这样,在一个注塑周期内,模具就能达到稳定的工作状态。同时,随着水路越贴近模穴,除了冷却效果较佳,更能让塑料冷却更为均匀,降低翘曲问题。 CAE 分析案例探讨 下方将以一组实际电子零组件产品为例,此案例来自于印度的Gplast 公司,如图6 所示,产品几何类似一个具有开口的长条物品,长度约9公分,开口深度约5 公分。一般来说,电子产品对于精密度要求相当高,但此产品之开口区域将会由于几何关系造成温度积热引发翘曲问题,并且因开口深度过深,形成局部散热不易,产生冷却周期过长的问题。图7 即是用原始传统冷却系统设计案所进行3D 模流分析的结果,由模具剖面温度来看,开口底部有相当明显的积热问题,并且公母模面之温差高达40 度,造成产品严重翘曲问题,如图8 所示,由CAE 分析与实际开模结果都显示产品开口有相当明显变形,无法满足组装精度要求。因此,由于产品本身是装配件,在考虑此先天几何限制后,决定采用异型水路设计来解决上述问题,水路设计方式如图9。透过CAE 模流分析解析之后,由图10 所示,异型水路方案在开口底部之积热现象已明显消除,公母模面之温差降低至6 度左右,有效改善85%。另外,再进一步进行产品翘曲分析,由图11 来看,翘曲问题已大幅改善,客户所关心的开口尺寸变形已大幅降低了25.6%。
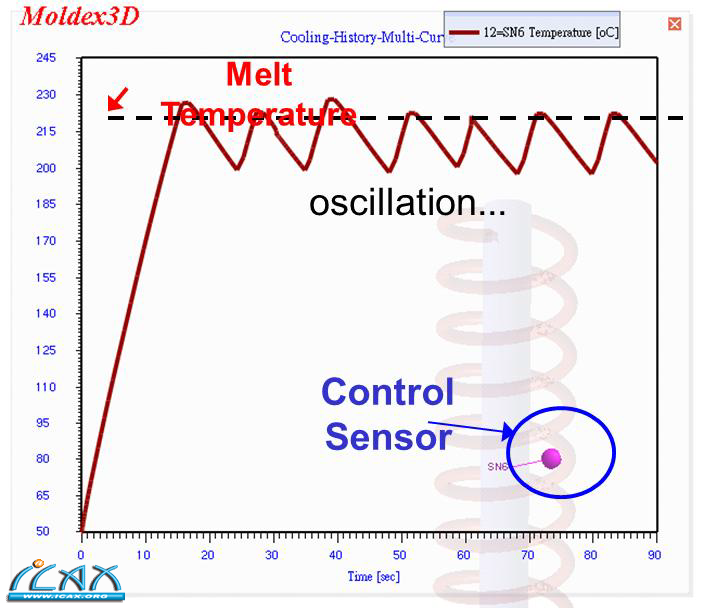
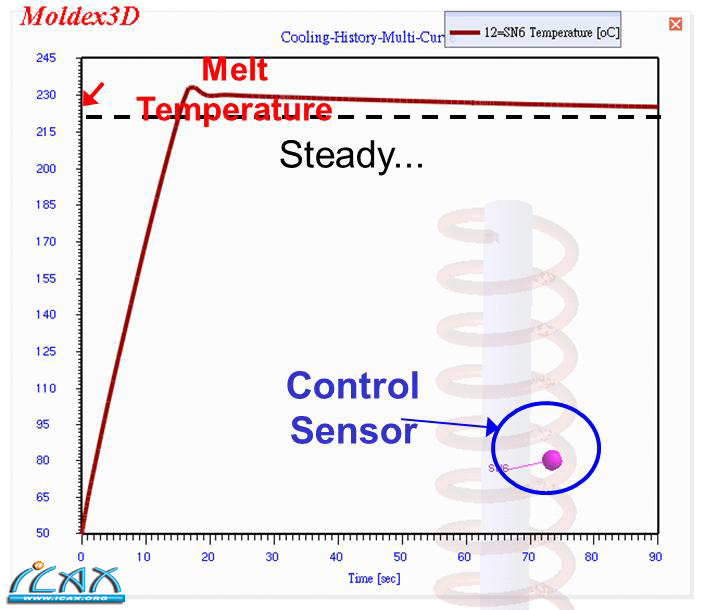
图5 (a)、On/Off 控制温度曲线
|
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org