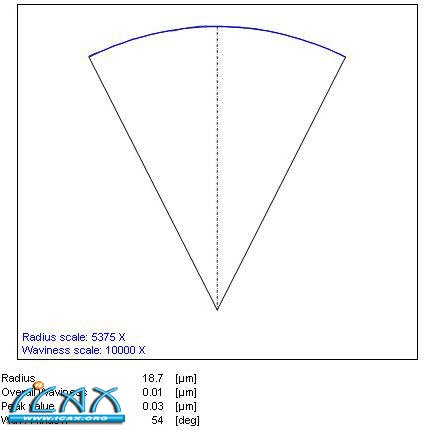
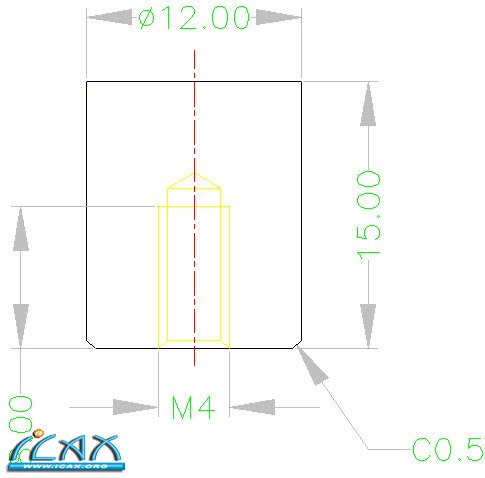
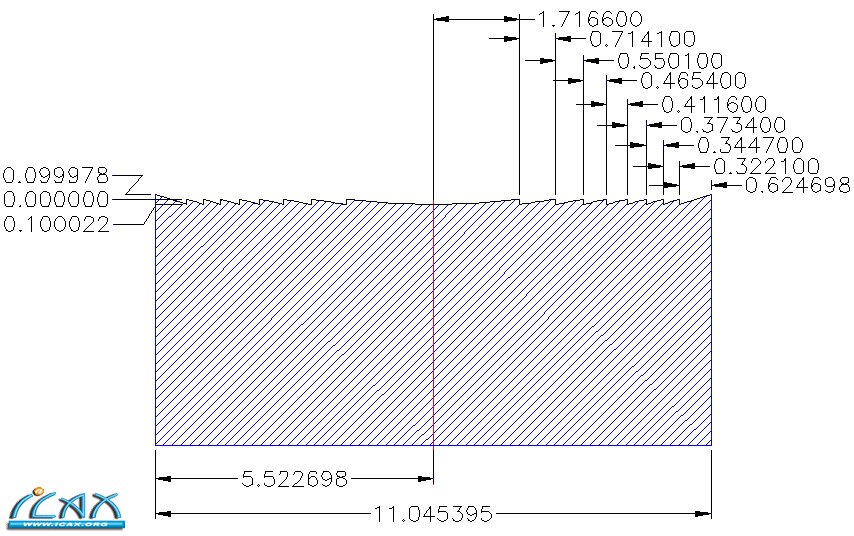
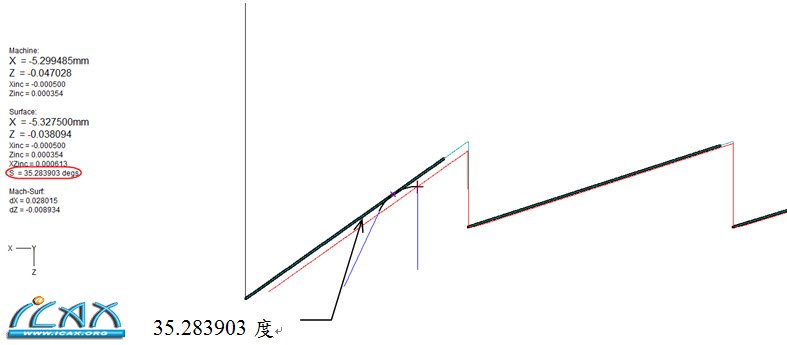
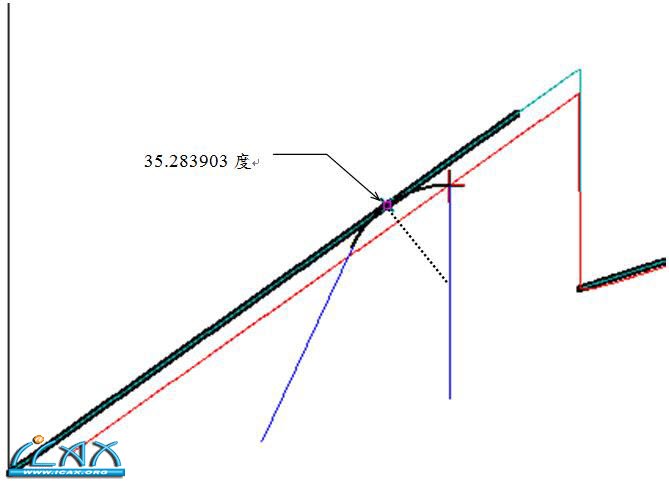
三、实验设备与条件 本研究使用的实验设备主要可分为加工设备与检测仪器两部份:加工设备主要是使用美国AMETEK公司所生产的Freeform 700G超精密加工机,检测仪器则使用英国Taylor Hobson FormTalysurf 轮廓仪及Fogale nanotech 非接触式白光干涉仪。本研究实验使用荷兰Sub Micron Tooling公司所生产的天然单晶钻石车刀,刀鼻半径<=20μm、后斜角(Rake Angle)为0 度、第一前隙角(Clearance Angle)为15 度、第二前隙角(ClearanceAngle)为55度、刀具切边轮廓度(Waviness CuttingEdge)<=0.1μm、刀具切边夹角(Windown CuttingEdge)为54 度(如图3)。试片使用镍铜合金为材料,所有试片直径皆为φ12mm(如图4)。另外,本研究之微结构尺寸(如图5)。 而此模仁之有效直径为φ8mm,经过计算之后(如图6),可得知模仁最大斜度位于最外侧之微结构上面,斜度为35.283903 度,因此加工此模仁时,会运到的刀具角度为35.283903 度(如图7)。在加工此模仁时,模仁微结构斜度由中心往外侧递增,因此中心会运到较小之刀具角度,越往外侧刀具角度运到的会越来越大,直至最外侧的35.283903 度,为了确保模仁形状精度,刀具在0~35.283903 度之间的轮廓度必须控制在0.1μm以下。
图3 刀具检测报告
|
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org