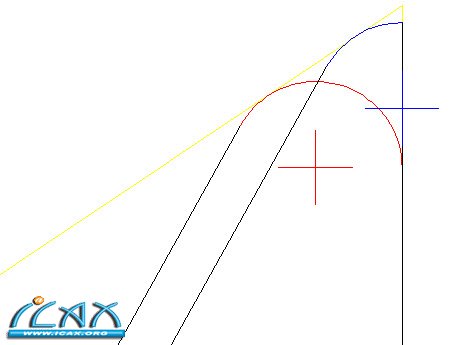
四、实验方法及条件 在超精密单晶钻石车削中,一般加工步骤是先将刀具进行调校,以找到刀具中心,避免刀具太高或太低造成之肚脐眼及刀具过切或切不够之问题,这些调校作业往往需要一段时间,因此尽量以不换刀具来进行加工,故本实验将以固定之刀鼻半径≦20μm来进行相关实验。 在环型微结构的模仁加工中,最被业界关心的重点是模仁微结构底部之R 值及表面粗糙度(Roughness),由于模仁微结构底部之R 值对射出产品之效果有直接影响,R 值越小越接近设计值功能也会较佳,因此我们采用超越目前业界水平之小刀鼻半径半刃刀(刀鼻半径<=20μm)来进行此模仁加工实验。(如图8)黄色线为微结构,蓝色的半刃刀及红色的R 刀,在相同的刀R 及刀具夹角下,半刃刀可以加工至较深的微结构底部,而相对的R刀则必须缩小刀具R值才可以加工至与半刃刀相同之微结构深度,但较小的刀具R 值,刀具寿命将是另一个问题点。 而影响微结构模仁表面粗度之加工参数很多,其中最具影响之加工参数有主轴转速、进给速率、切削深度[2][3][4]等,因此本实验将以主轴转速、进给速率、切削深度来进行加工参数与表面粗糙度(Roughness)之探讨。 接着将以「全因子实验法」分别来探讨主轴转速、进给速率、切削深度对模仁之形状误差及表面粗糙度之影响(如表1)。由于主轴转速太高会有偏摆误差问题,因此选择1500rpm及2000rpm之转速为水平数,而进给速率愈慢理论之表面粗糙度愈佳,因此以0.5(mm/min)及3(mm/min)为进给速率水平数,切削深度愈小切削力小,相对刀具寿命较长,因此以切深0.4μm及1μm来进行实验。(如表2)为三因子二水平实验法之因子水平配置表。
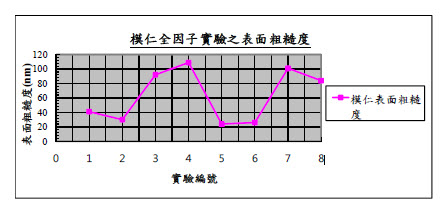
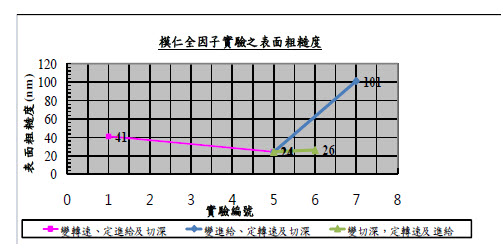
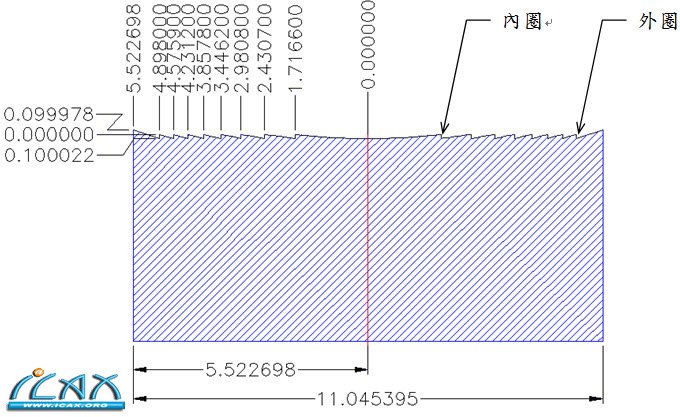
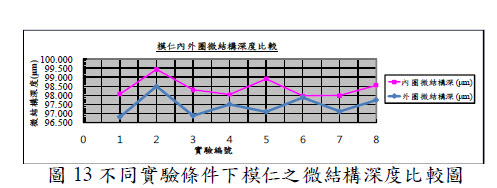
图8 半刃刀与R 刀微结构加工似意图 五、实验结果与分析 实验数据将由Form Talysurf Laser 635 来进行量测,由于环形聚焦微结构模仁结构窄小,因此实验将以模仁中间部份(如图9)来进行表面粗糙量测比较。为避免主轴在高转速数下之主轴问题,每次更换模仁后都必须重新调校主轴动平衡达≦0.03μm偏摆后在进行加工(如表3)。 由如表4 及图10 之表面粗糙度数据及曲线图,可以看出实验5 之表面粗糙度值最小,而其条件是主轴转速2000rpm 、进给速率 0.5mm/min、切削深度0.4μm,与理论表面粗糙度所计算出来之趋势相符。 在图11 中,由单一变动因子可看出进给速率对整个表面粗糙度之影响最明显,而转速次之,切削深度对表面粗糙度没有特别明显之影响。 在微结构深度部分,由于本实验为固定深度变Pitch 之模仁结构,因此微结构深度一致,但由于模仁越外圈夹角越小,越内圈夹角越大,外圈大夹角小因此刀具较不易加工至底部,所以微结构深度相较与内圈浅。因具有此特点,所以将以量测外圈与内圈深度来比较如图12,是否与理论吻合。 表5 及图13 为不同实验条件下模仁之微结构深度比较表及图,依数据可看出内外圈之加工深度与理论分析一致,由于内圈夹角大刀具可加工至较深,而外圈由于夹角小刀具可加工到的深度相较于内圈浅。
图9 模仁表面粗糙度量测位置图
六、结果与讨论 1 一次一因子实验-变动主轴转速在变动主轴转速(1500rpm&2000rpm)及固定进给进率0.5mm/min 及切削深度0.4μm 的切削实验中,不同的主轴转速1500rpm及2000rpm 其表面粗糙度也有所不同,而在较高转速之下表面粗糙度相较于低转速佳。 2 一次一因子实验-变动进给速率在变动进给速率(0.5mm/min&3mm/min) 及固定转速2000rpm 及切削深度0.4μm 的切削实验中,不同的进给速率0.5mm/min 及3mm/min对表面粗糙度也有所不同,而在较低的进给速率之下表面粗糙度相较于高进给速率佳。 3 一次一因子实验-变动切削深度在变动切削深度(0.4μm&1μm)及固定转速2000rpm 及进给速率0.5mm/min 的切削实验中,不同的切削深度0.4μm及1μm对表面粗糙度则无特别明显差异,与理论表面粗糙度之呈显是一致的。 而在主轴转速及进给速率中又以进给速率对表面粗糙度影响最大,因此若欲提升表面粗糙度降低进给速率将是一个关键因子,但加工时程将会拉长,因此适当的提升主轴转速将可降低加工时间,并提升表面粗糙度。 4 微结构深度切削实验 根据模仁微结构几何状况及刀具外形结构,可以预测出模仁加工深度。由实验中可以清楚的预测出模仁因内外圈夹角之差异造成可加工到的深度有所不同,微结构夹角小者刀具不易加工至底部,因此加工深度相较比较浅。模仁加工深度可根据加工程序路径预测出。 七、参考文献 [1]葉乃嘉,曲面式Fresnel 透镜太阳能集光器之几何光学模式,明道学术论坛,2007 年。 [2]唐文聪 编译 ,〝切削加工技术〞,全华科技图书股份有限公司,民国七十五年六月 [3]A. Pramanik、「Cutting performance of diamond toolsduring ultra-precision turning of electroless-nickelplated die materials」 Journal of Materials ProcessingTechnology, Volume 140, Issues 1-3, Pages 308-313(2003). [4]C.F. Cheung *, W.B. Lee 、「Characterisation ofnanosurface generation in single-point diamondturning」 International Journal of Machine Tools &Manufacture 41 (2001) 851–875 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org