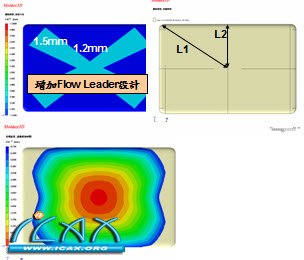
四、结论与探讨 本案分析采用CAE 参数设定来分析,翘曲数值跟实际案例有较大差别,在实际成型中,可通过成型条件修改,冷却水路调整,模具温度,料温等进行试模得到较小的翘曲值。本案数值只表示在同一理想状态下,不同的浇口对翘曲值的大小比较,以找到好的设计方案。 当然我们也可以从产品的结构来进行改善产品的流动平衡问题。比如添加FlowLeader 设计,在L1 区域局部加上些许厚度,可降低L1 与L2 各自抵达末端所需时间差,也可使产品内部压力分部更为均匀,如图十三。且Flow Leader 的应用,还有利于保压压力的传递,使产品质量更优。 利用Moldex3D 软件仿真塑料的成型过程,事先预知产品会有哪些成型问题,并探讨问题以进行产品的设计变更,也能经由Moldex3D 分析流道、水路、温度、应力、压力等对塑料产品射出成型的影响因素,得到最佳的模具设计方案。
图十三 Flow Leader 应用 五、参考文献 [1] 张荣语,射出成型书(Ⅰ),高立图书出版,1998。 [2] 张荣语,射出成型书(Ⅱ),高立图书出版,1998。 [3] 张荣语,射出成型书(Ⅲ),高立图书出版,1998。 [4] 科盛科技股份有限公司,CAE 模流分析技术入门与应用,全华图书出版,2002.[5] 科盛科技股份有限公司,CAE 实战应用与问题剖析,科盛科技股份有限公司暨国立清华大学化工系CAE 研究室,2009。 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org