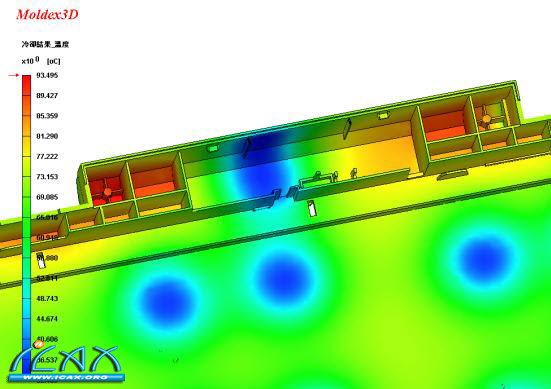
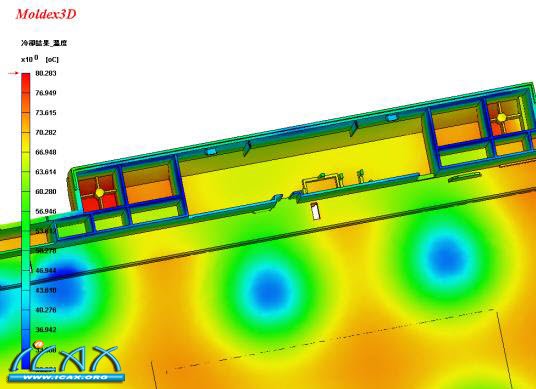
三、结果与讨论 经由冷却分析结果可发现,原始模型由于在凹槽区域无法将水路伸入,故在该区域有明显积热现象,最高温度可达93℃图十。反观设计变更模型在相同区域下,异型水路设置在该凹槽区域,针对不同的矩形区域,随着其外型的变化将水路沿其轮廓环绕,所以积热现象较为改善,该区域最高温度为80℃图十一。
图十原始模型凹槽区域温度场
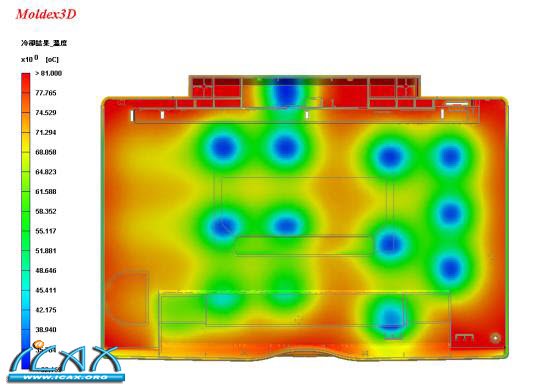
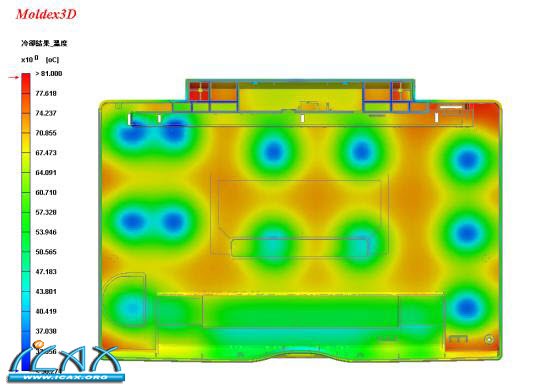
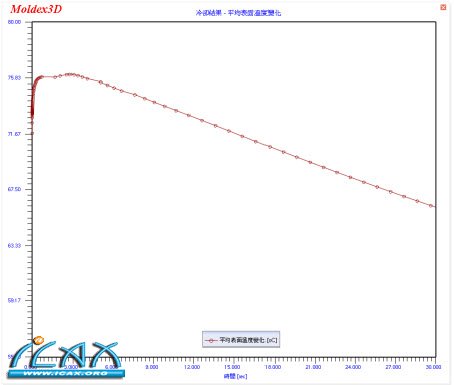
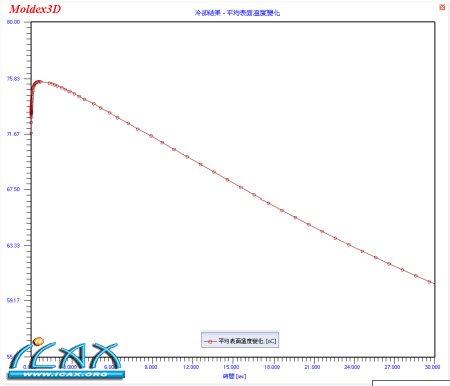
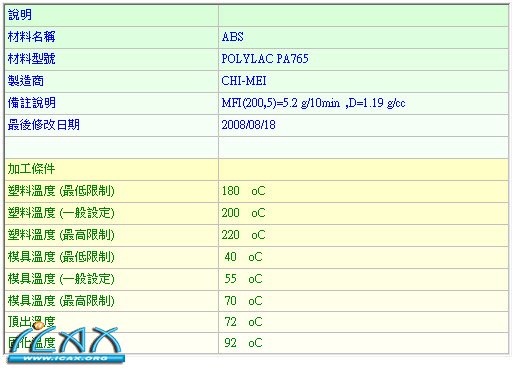
比较公模面整体温度场时(图十二、十三),原始模型隔板水路伸入的深度不同,且各水路的间距不一,导致公模面温度场无法获得均匀的冷却效果。此外隔板水路太靠近模穴,导致隔板水路下方温度过低,造成与其临近区域有接近50℃的温度差距。设计变更模型虽保有原始模型的水路配置,但考虑到整体水路冷却的均匀,移动了含有隔板水路的组别,且也调整了隔板水路的高度,最后可看到隔板下方温度与其临近区域仅有30℃的温度差距。 根据平均表面温度变化图(图十四、图十五),在30sec 的冷却时间之后,原始模型的平均表面温度落在65.6℃,而设计变更模型的平均表面温度则落在59.7℃,比原始模型减少了5.9℃。该产品材料为ABS POLYLAC PA765,其可顶出温度约为72℃图十六,以此温度比较两个组别,可发现原始模型要降至顶出温度需耗费13sec,而设计变更组别仅需7sec。
图十二原始模型温度场,红色区域为81℃以上区域
图十五ABS POLYLAC PA765 工作温度 四、结论 传统水路虽然受限于加工上的限制,无法对一般产品易积热之凹槽或结构区域进行有效的冷却,但假使在设计水路设置时,能够考虑到整体散热的均匀性,在冷却方面也能为产品带来帮助。 异型水路对于传统水路无法伸入的区域,能有效地且均匀地提供散热途径。但设计不当也会带来负面的影响,像是造成部份区域冷却效率过快,与其他区域产生温度差异性,这点对于模具设计者而言需特别注意。 因此,只要传统水路在设计上能考虑整体温度场的平衡性,加上异型水路用以改善易积热之区域,并整合CAE 技术加以模拟验证,相信能够快速地为产品设计出最佳的水路配置,也为塑料射出业者带来更大的生产效益。 五、参考文献 1. 张荣语,射出成型专书(III),高立图书出版,1998 2. Jonathan Meckley, Robert Edwards, A Studyon the Design and Effectiveness of ConformalCooling Channels in Rapid Tooling Inserts (Fall 2009) |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org