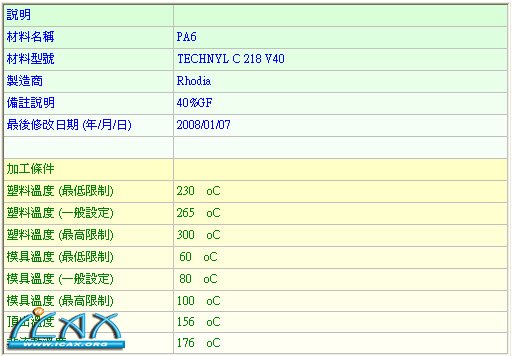
4.1 加工条件 在未含玻璃纤维的充填/保压设定中,塑料温度为260℃,塑料温度为60℃;则在含有玻璃纤维的充填/保压设定中,塑料温度为300℃,塑料温度为100℃。在含有玻璃纤维及未含玻璃纤维的射压设定中,皆为100MPa。在含有玻璃纤维的冷却设定中,顶出温度为155.85℃,冷却时间为20sec。 加工条件如下表3 和4 表3. PA6\TECHNYLC217 \Rhodia (未含玻纤)
表4. PA6\TECHNYLC218 V40\Rhodia (含40%玻纤)
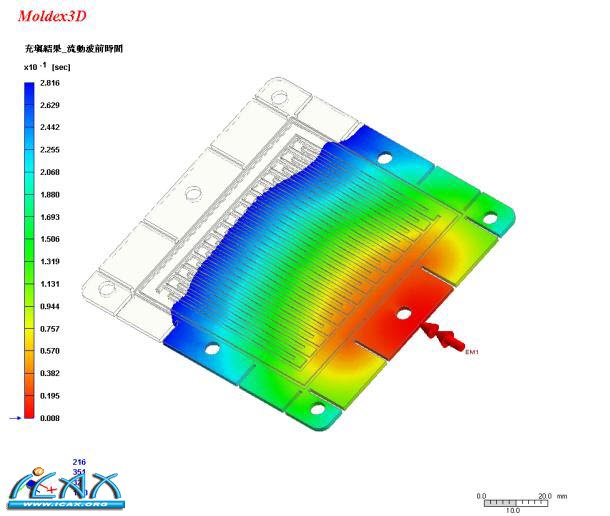
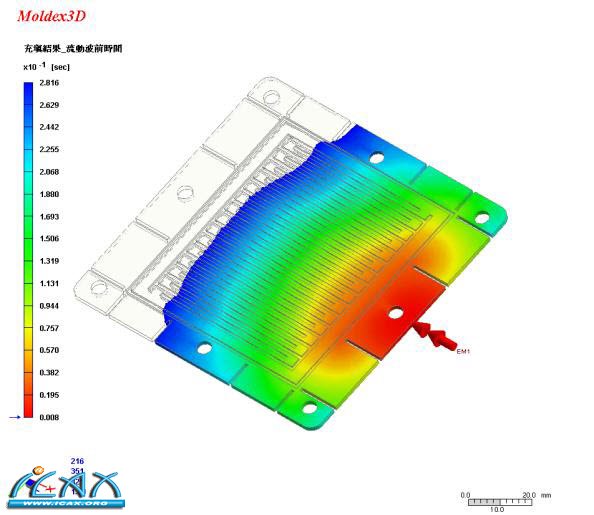
4.2. 未含有玻纤与含未含玻纤之不同流道形状充填情况 如图3 与4 所示。图3 为未含玻纤双极板流道为指叉状时充填时的情形,图4 为含有玻纤双极板流道为指叉状时充填时的情形。图3 显示,未含有玻纤双极板在充填时有未产生包封,空气在充填过程未进入模穴中,不会影响燃料电池双极板未来使用的持久性。含玻纤材料在充填时也没有包封产生,含有玻纤材料与未含玻纤材料塑模温相比较下,含有玻纤材料之塑模温较高,所以流动较顺利。
图 3 不含玻纤双极板波前图
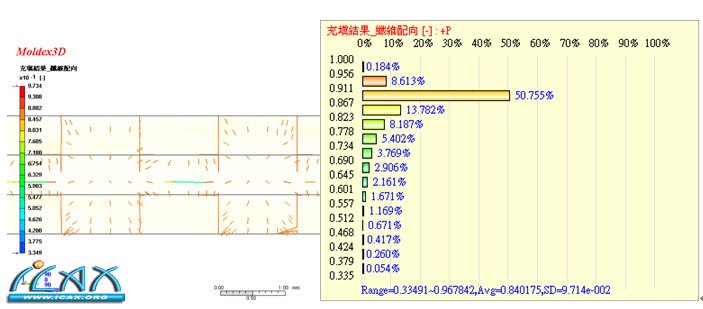
4.3. 玻纤配向与沟槽的关系 图5为指叉状双极板,充填时玻纤配向比率的情形。图5可知纤维配向程度,蛇状流道为50.755%。 配向值越高代表纤维被流场在该方向配向的程度越高,因此比未含纤维的强度高。 因此流道的形态与纤维配向关系密切,如何使得充填时,纤维配向与流动平衡改善,是值得探讨的问题。
图 5 双极板玻纤配向图 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org