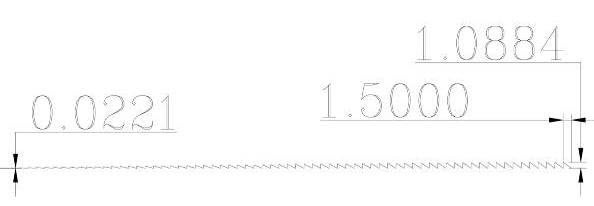
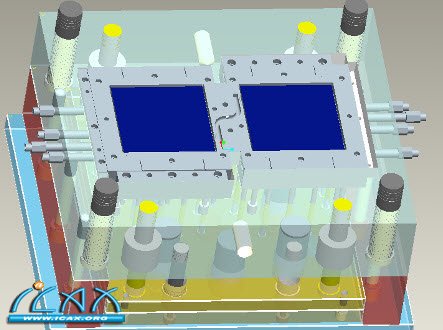
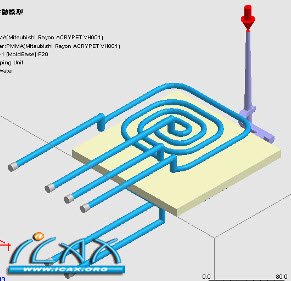
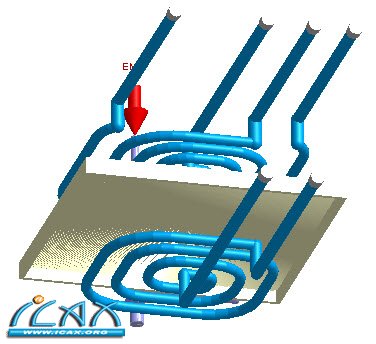
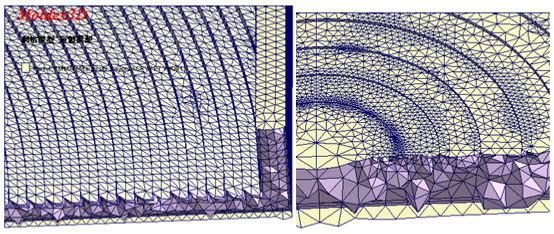
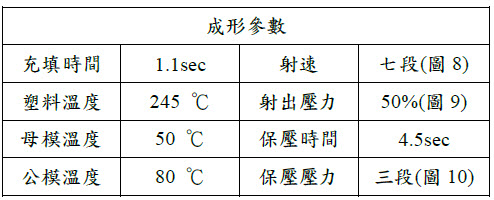
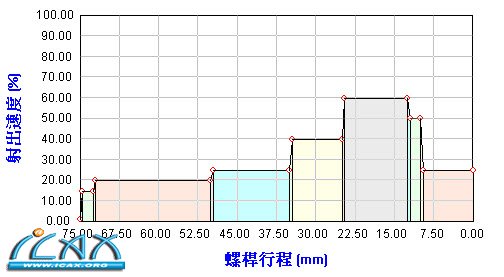
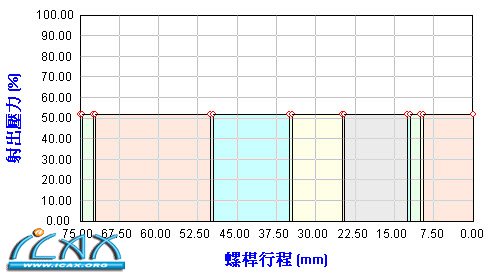
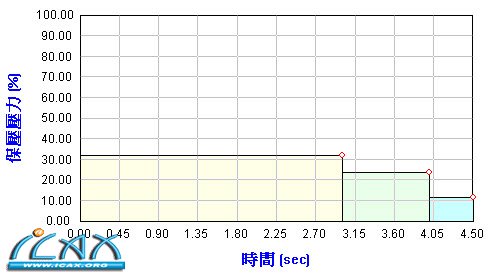
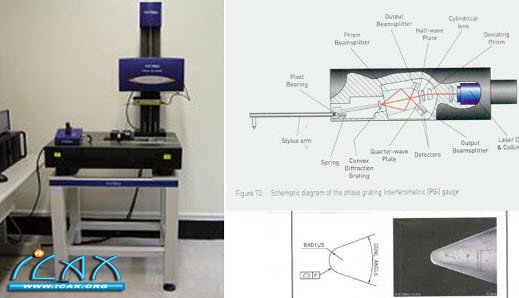
二、实验设备与方法 本研究乃是开发150*150mm 太阳能集光镜片之模具与射出成形技术,产品平均厚度2.5mm、微结构深度分布为0.02~1.09mm(如图3 所示),固定间距1.5mm,模穴采一模二穴配置,射出成形采用Mitsubishi VH 系列之PMMA 材料,产品简图如图4 所示,模具设计初步先以3D 软件建构完成,其优点为可减少因传统2D 构图产生视角误差而造成模具设计失误,降低后续修模的机会,另亦容易直接输出3D 实体档案进行模流分析以增加模具设计之最适化。另考虑本开发采用的PMMA 材料收缩率介于0.2~0.6%,故于模具设计时即先执行收缩补偿以免后续产品成形收缩导致效能缩减,浇口则采用扇形浇口,浇道形状为U 字形,水路采用螺旋形通过模仁下方,母模侧为一进一出,公模侧(微结构侧)则为二进二出,经实际成形结果发现水路设计方式针对成型品的冷却效果佳,相关模具图面如图5及图6所示,本案于模具加工前亦辅以模流分析软件进行流动及冷却分析,以避免后续射出成形时发生短射、结合线、严重翘曲变形及包风等现象发生。本案所采用之模流分析软件Moldex 3D 是由科盛科技公司自行研发问世之一套功能强大之CAE 软件,其三维模流分析技术,可充分运用于各类型塑料射出产品。利用实体混合网格,搭配高效能有限体积计算方法,可精确预测产品制造的可行性与建议出优化设计方案。即便产品属于粗厚件、厚度差异大、甚或产品设计的几何结构相当复杂,皆可真实呈现全三维模拟分析。模拟分析之网格建构示意如图7 所示,在为结构处须在做更细微之网格以期能提高分析之准确率,导致总网格数约达164 万,完整分析时间约需耗费8~9 小时(以3.0GHz 8 核心CPU 运算,总内存数为32Gb),而所采用之射出成型制程参数如表一及图8~10所示, 另本研究所采用之射出成型设备为Mitsubishi 220ton 之全电式射出机,并在无尘等级达10000 之空间进行试量产。最终之射出成型品再行以表面轮廓仪Taylor Hobson 以尖端为40 度之探针进行微结构之量测,以验证产品射出后之转写效果。(如图10 及11 所示)
图3、微结构分布简图
|
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org