10.2 成型工艺窗口分析
10.2 成型工艺窗口分析 成型工艺窗口(Molding Window)分析能够获得生产合格产品的成型工艺条件范围。也就是确定制品的最优成型条件,即模温、料温及注射时间等工艺参数,可获得一个分析的初始工艺条件。成型工艺窗口分析可以帮助用户确定获得高质量的产品的“模温、料温及注射时间”及其允许的变化范围。 另外,也可用成型工艺窗口分析评估不同的浇口位置。从而确定某个浇口位置是否可行,或确定某个浇口有更宽的成型条件范围。如果成型工艺条件位于这个范围之内,就可以生产出好质量的制品。有了成型工艺窗口的分析结果之后,需要时成型工艺师就可以在这个范围内对成型条件做出适当的修改来获得最好的制品质量。 10.2.1 成型工艺窗口分析设置 1.对工程方案进行复制 在工程任务栏中,右击【dvd_方案(浇口位置)】图标,在弹出的快捷菜单中单击【复制】命令,此时在工程任务栏中出现名为【dvd _cover_方案(浇口位置)(复制品)】的工程,重命名为【dvd_方案(成型窗口)】,如图10.11所示。
2.设置分析类型 双击【dvd_方案(成型窗口)】方案,激活该方案,如图10.12所示。选择【分析】|【设置分析序列】|【成型窗口】命令,完成分析类型的设置,如图10.13所示。
图10.12 充填分析类型 图10.13 成型窗口分析类型 3.设置工艺窗口分析条件 选择【分析】|【工艺设置向导】命令,弹出【工艺设置向导-成型窗口设置】对话框,如图10.14所示。当然用户可以采用默认的工艺范围,那么除了注塑机类型之外的所有选项都为自动,对应的分析范围AMI将根据成型材料相关数据自动确定。工艺参数分析可先在下拉列表框中选择指定,然后单击右侧出现的【编辑范围】按钮,可以在弹出的对话框中分别输入对应参数的最小值和最大值,来确定对应的选项控制范围。
图10.14 【工艺设置向导-成型窗口设置】对话框 用户还可以对分析条件进行更高级的设置。在图10.14中,单击【高级选项】按钮,弹出【成型窗口高级选项】对话框,如图10.15所示。
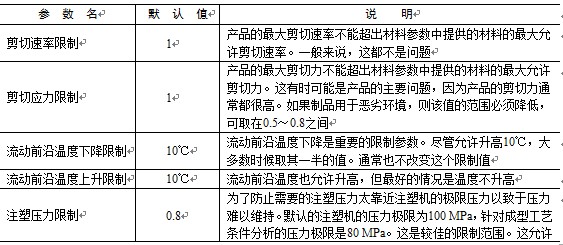
在高级设置中,用户可以选择对那些工艺参数进行成型范围分析,而不仅仅限于模具温度、熔体温度、注塑时间这三项。AMI默认选中【计算首选成型窗口的限制】中的所有参数,在【计算可行性成型窗口限制】中,仅选中了注塑压力范围一项。在【计算可行性成型窗口限制】中用户可以选择的参数还有剪切速率限制、剪切应力限制、流动前沿温度下降限制、流动前沿温度上升限制和锁模力限制。在已选择的参数后面,会出现对应的因子文本框,文本框中的数字用来控制成型工艺窗口的大小。 【计算首选成型窗口的限制】是可以保证制品质量的“工艺条件”。在表10-1里,列出了各参数的默认值及选择标准的解释。 表10-1 首选的工艺条件标准
单击【OK】按钮,返回到【工艺设置向导-成型窗口设置】对话框,单击【确定】按钮,完成成型窗口设置。 4.分析计算 双击案例任务窗口中的【开始分析】图标,或者选择【分析】|【开始分析】命令,弹出【选择分析类型】对话框,如图10.16所示。单击【确定】按钮,程序开始运行。等待程序运行,可以查看分析的过程和分析的进度,与分析完成通过查看日记的内容一样。
图10.17是分析过程中的内容,屏幕显示给出了推荐的模具温度、熔体温度和注塑时间。从图10.17中可以看到,分析得到的成型条件为:推荐模具温度为97.78℃,推荐熔体温度为337.95℃,推荐注塑时间为0.7633秒。运行完成后,弹出【分析完成】对话框,如图10.18所示。单击OK按钮,退出【分析完成】对话框。   图10.17 成型窗口分析过程信息 图10.18 【分析完成】对话框 |