11.1 充填分析工艺参数设置
11.1 充填分析工艺参数设置 浇注系统的性能直接影响到制品的充填行为,进行充填分析的最终目的是为了获得最佳浇注系统设计,用户通过对不同浇注系统流动行为的分析比较,选择最佳的浇口位置、浇口数目和最佳的浇注系统布局等。 11.1.1 建立充填分析工艺参数 充填(Fill)分析要得到一个合理的充填结果,才能保证后序的分析在实现制件充填的基础上进行。制品的充填要避免出现短射及流动不平衡等成型问题,同时尽可能采用较低的注塑压力、锁模力,以降低制品生产对注塑机的参数要求。 进行充填分析,用户根据经验或实际情况需要设置熔体开始注射到填满整个模腔过程中,熔体、模具和注塑机等相关的工艺参数;也可以采用AMI提供的模具温度和熔体温度,从AMI提供的控制方式中做出合适的选择即可,但这可能与实际情况有较大的不符。 对工程方案进行复制。在工程任务栏中,右击batt_cover_方案图标,在弹出的快捷菜单中选择【复制】命令,此时在工程任务栏中出现名为“batt_cover_方案(复制品)”的工程,重命名为“batt_cover_方案(充填)”,如图11.2所示。
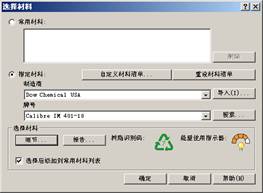
图11.1 工程任务栏(一) 图11.2 工程任务栏(二) 双击“batt_cover_方案(充填)”方案,激活该方案,显示的模型如图11.3所示。选择【分析】|【设置分析序列】|【充填】命令,完成分析类型的设置,如图11.4所示。 本例选择常用于电子产品的PC(聚碳酸酯)作为分析的成型材料。 (1)选择【分析】|【选择材料】命令,弹出【选择材料】对话框,如图11.5所示。从图中制造商下拉列表框的下三角按钮选择材料的生产者Dow Chemical USA,再从牌号下拉列表框的下三角按钮中选择所需要的牌号Calibre IM 401-18。   图11.3 手机后盖示例模型 图11.4 充填分析类型
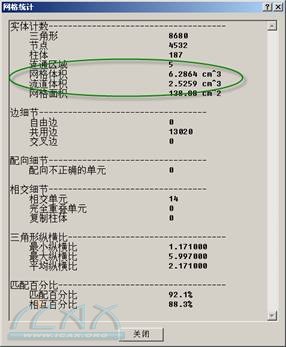
图11.5 【选择材料】对话框 (2)单击【细节】按钮,弹出【热塑性塑料】对话框。图11.6的材料对话框显示了PC材料的PVT属性参数。椭圆内的数据在设计工艺参数时会用到,请读者注意并理解其意义。 (3)单击OK按钮,退出【热塑性塑料】对话框。单击【确定】按钮,完成选择并退出【选择材料】对话框,结果如图11.7所示。   图11.6 PC材料的PVT属性参数 图11.7 完成材料选择 本例采用生产实际常采用的设计工艺的方法进行讲解,操作如下。 (1)选择【网格】|【网格统计】命令,等待一会儿,弹出【网格统计】对话框,如图11.8所示。椭圆内的数据在设计工艺参数时会用到,请读者注意并理解其意义。
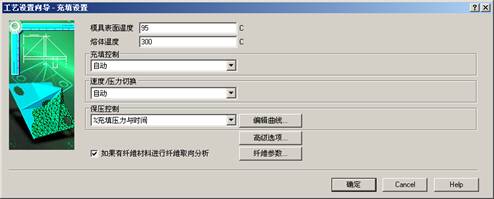
图11.8 【网格统计】对话框 (2)选择【分析】|【工艺设置向导】命令,弹出【工艺设置向导-充填设置】对话框,如图11.9所示。
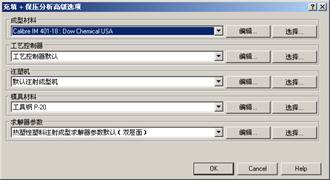
图11.9 【工艺设置向导-充填设置】对话框 (3)在图11.9中,单击【高级选项】按钮,弹出【充填+保压分析高级选项】对话框,如图11.10所示。
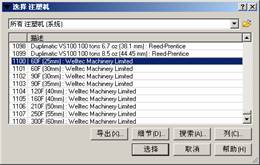
图11.10 【充填+保压分析高级选项】对话框 (4)在图11.10中,单击【注塑机】选项下的【选择】按钮,弹出【选择注塑机】对话框,如图11.11所示。选择第1100个注塑机作为成型注塑机。
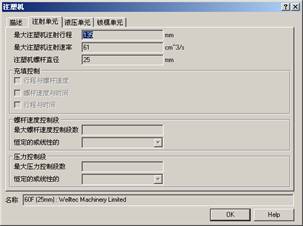
图11.11 【选择注塑机】对话框 (5)在图11.11中,单击【细节】按钮,弹出【注塑机】对话框,如图11.12所示,显示注塑机的相关参数。单击OK按钮,返回到【选择注塑机】对话框,单击【选择】按钮,返回到【充填+保压分析高级选项】对话框。
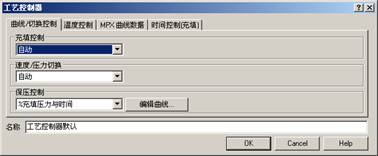
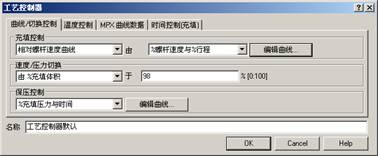
图11.12 【选择注塑机】对话框 (6)在图11.10中,单击【工艺控制器】选项下的【编辑】按钮,弹出【工艺控制器】对话框,如图11.13所示。
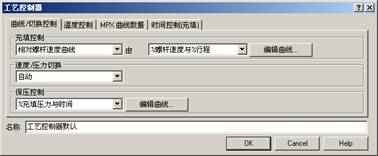
图11.13 【工艺控制器】对话框 (7)在图11.13中,选择【充填控制】选项下的【相对螺杆速度曲线】设置为【充填控制】的方式,设置为如图11.14所示。
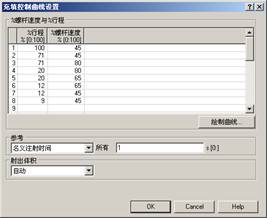
图11.14 【工艺控制器】对话框(一) (8)在图11.14中,单击【充填控制】选项下的【编辑曲线】按钮,弹出【充填控制曲线设置】对话框,如图11.15所示。 (9)计量行程的计算,先根据总体积V(流道体积+产品体积)算出螺杆前进的行程L,计算公式为L=10(Ds/Dm)(4V/(pi(D/10)2)),式中pi为圆周率3.1416,D为螺杆直径,Ds为材料固态密度,Dm为材料熔融态密度。在本例中,流道体积和产品体积在网格统计中可得到(见图11.8),材料密度可由材料数据库中得到(见图11.6),最后算得L为15.79mm,在此取17,是加上补料后的估计值。 速度/压力切换,在实际生产中是根据产品大小来取的,一般为5%~10%的计量,在此取1.5,因而螺杆注射阶段行程15.5mm,小于上面的15.79mm,因为想控制产品在充填模具型腔约98%时切换为保压。 通常多段注塑是采用慢-快-慢方式,螺杆曲线形状为第一段刚好充填完流道浇口,以较慢速度通过浇口,以免发生喷射,使流动前沿完全进入型腔;然后以较快速度充填,快充填完成时放慢速度利于排气;最后在保压前再次将速度放慢,再切换为压力控制。 基于上述原则,在本例中,第一段注射位置为100%开始到71%结束,速度45%(螺杆以最大速度的45%向前推进29%);第二段注射位置为71%开始到20%结束,速度80%(螺杆以最大速度的80%向前推进51%);第三段注射位置为20%开始到12%结束,速度65%(螺杆以最大速度的65%向前推进8%),第四段注射位置为12%开始到9%结束,速度45%(螺杆以最大速度的45%向前推进3%),到9%时转为保压。具体设定方法如图11.16所示。
图11.15 【充填控制曲线设置】对话框 图11.16 【充填控制曲线设置】对话框(一) (10)单击OK按钮,返回到图11.14中,选择【速度/压力切换】选项下的【由%充填体积】选项作为【速度/压力切换】的控制方式,设置为如图11.17所示。单击OK按钮,返回到图11.9中;单击【确定】按钮,完成充填分析工艺参数的设置。
图11.17 【工艺控制器】对话框(二) |