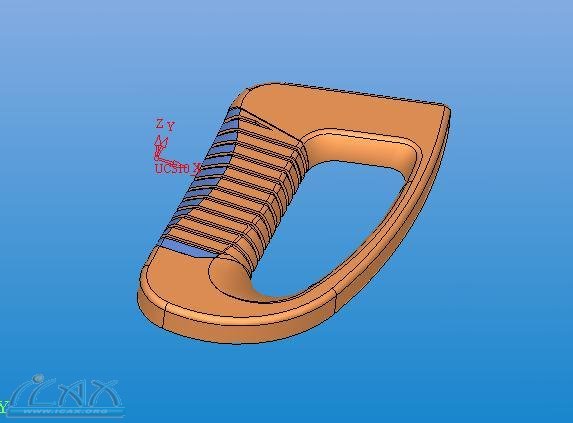
下面对一塑料手柄模具做分析(本次重点介绍加工和电极的工艺设计) 要进行模腔设计的零件.(同样支持其它软件文档,CIMTRON拥有最强大的数据转换接口, 可以直接读取主流CAD系统的数据格式,确保部件文档的完整性)
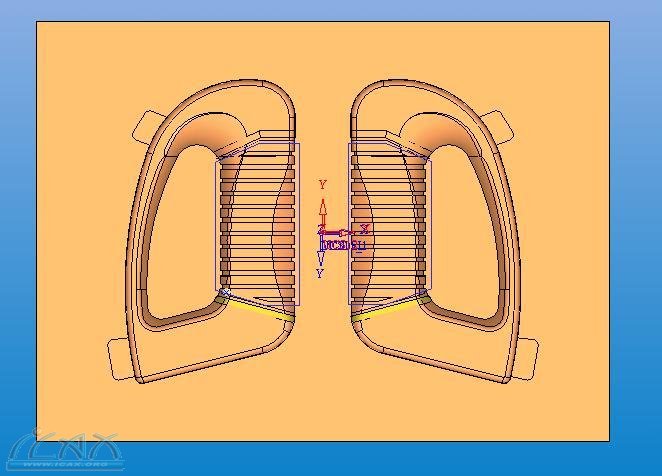
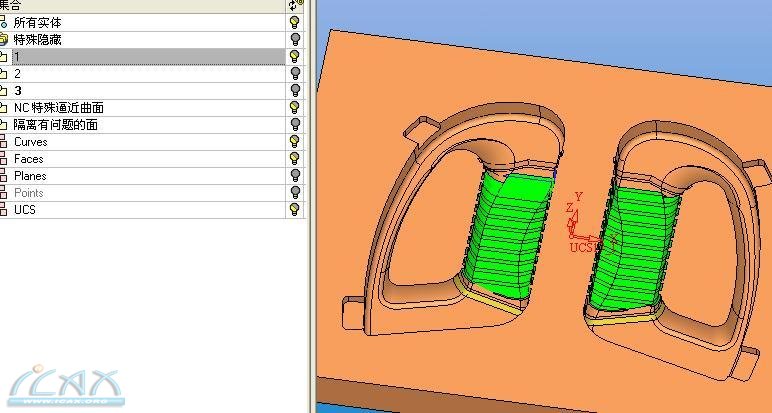
型腔型心设计效果图(一模双腔,先分出一个在镜射得到,这是设计模具的惯用做法): 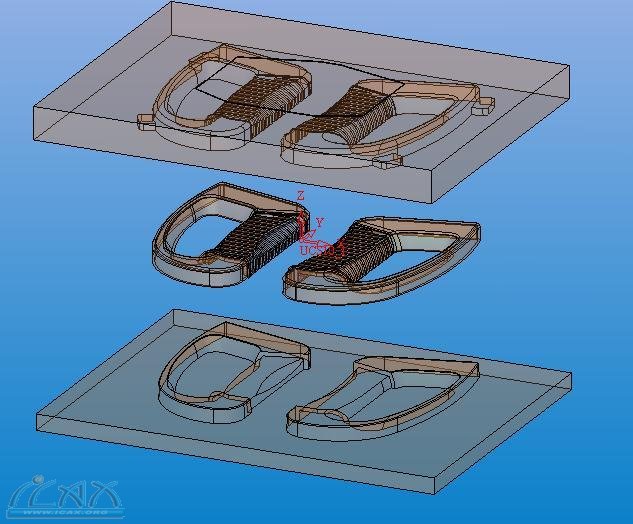 加工部分 下面对型腔加工进行讲解 首先要对拿到手的模具尺寸,曲率进行分析,以确定刀具参数。
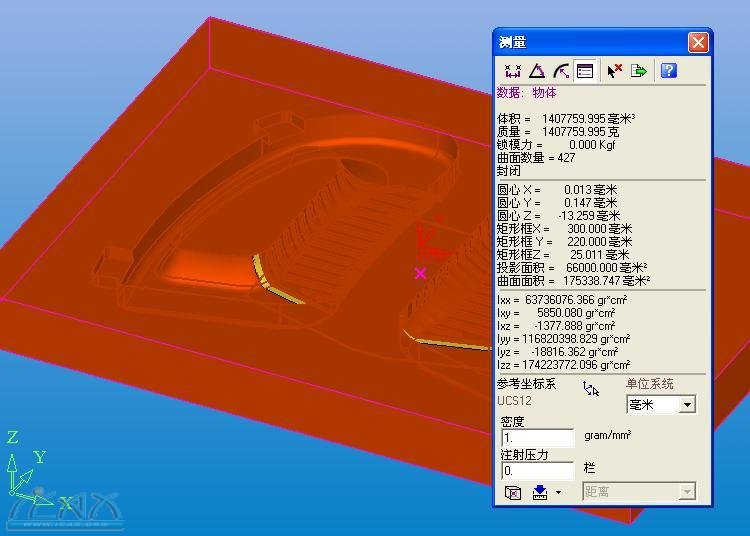
体积:300*220*25 材料:45# 刀具D20R4 D12R0.8 D4 D4R2 图中蓝色线框内为电极加工部分
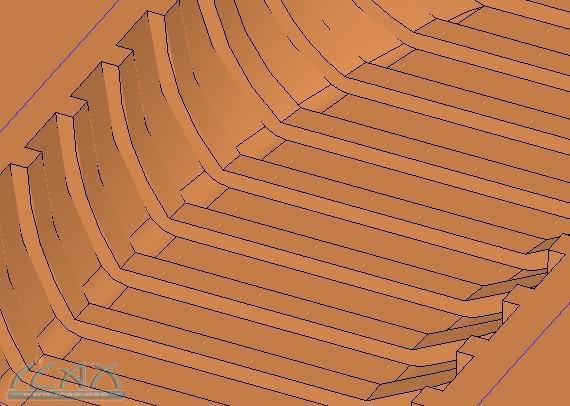
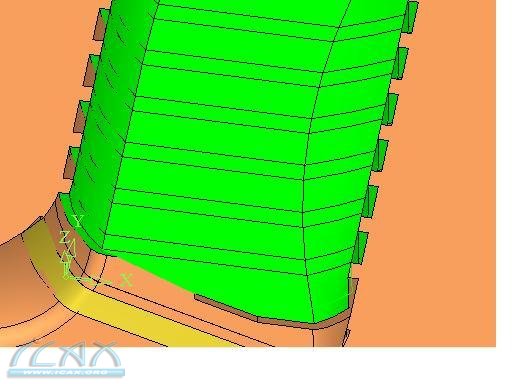
放大电极加工部分,其中凸台小筋要求铣加工到位,拆电极时为避空部位,凹槽为放电区域
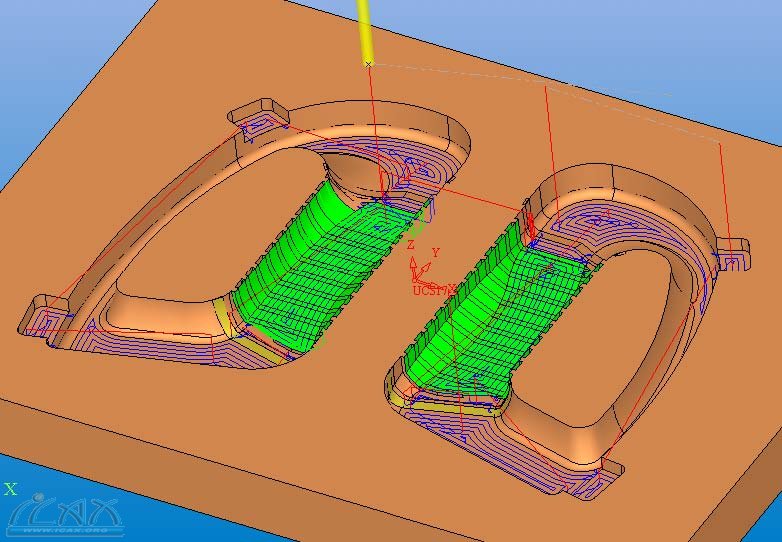
加工前对部件根据工艺要求进行分层(复制部件至1层,由于凸台小筋要求铣加工到位,要保证刀路效果光顺,需对凹槽进行缝补,整合成一张曲面)
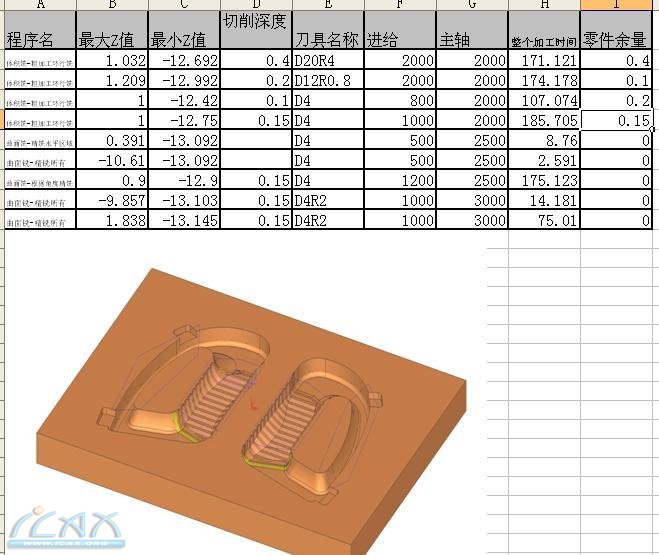
 第一刀新策略环形开粗D20R4刀具,切深0.4,侧向步进10,侧壁余量0.4,底平面余量也可放到0.1(因为Z轴是安全的,不会产生过切现象)公差0.03,顺铣,螺旋进刀,螺旋角度5°转速2000,进给2000,注意铣型腔拐弯处设圆角R3,以防止惯性过大造成不必要的损伤.压板加工.由于是型腔铣削,压板距铣削区域较远,安全高度可放低. 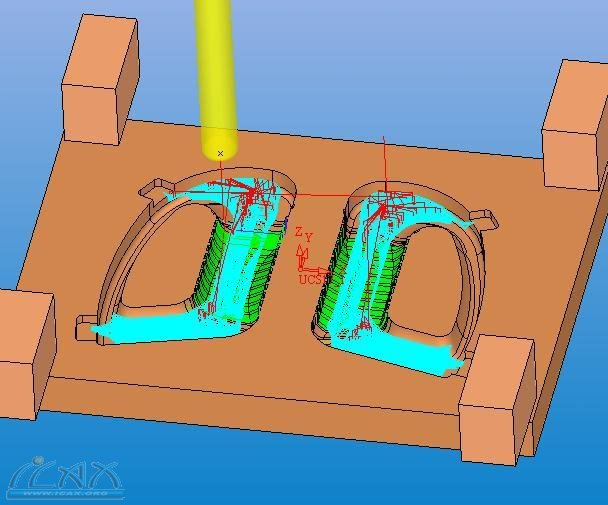 第2刀二粗D12R0.8刀具,切深0.2,侧向步进8,余量0.1,公差0.03,顺铣,螺旋进刀,转速2000,进给2000.(图中绿色区域刀路较为顺畅,如不修补曲面刀路会往里铣削,加之余量只有0.1,有可能会造成过切.)
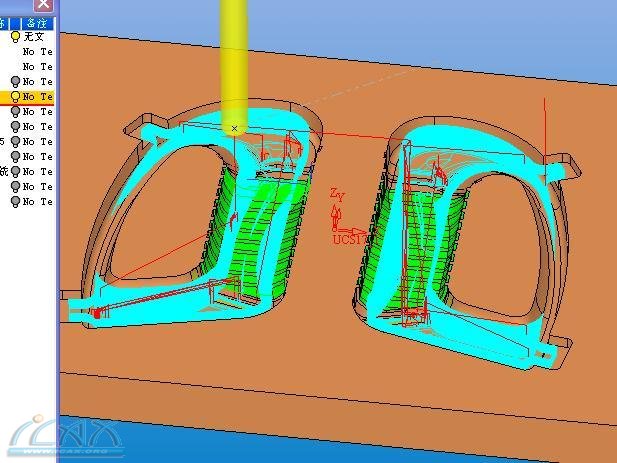
D4残料加工(此加工策略采用二次开粗划区域来完成的),此时打开原图层,凹槽区域需尽量加工到位,以减少电极损耗,切深0.1,余量0.2,公差0.03,顺铣,螺旋进刀,转速2000,进给800. 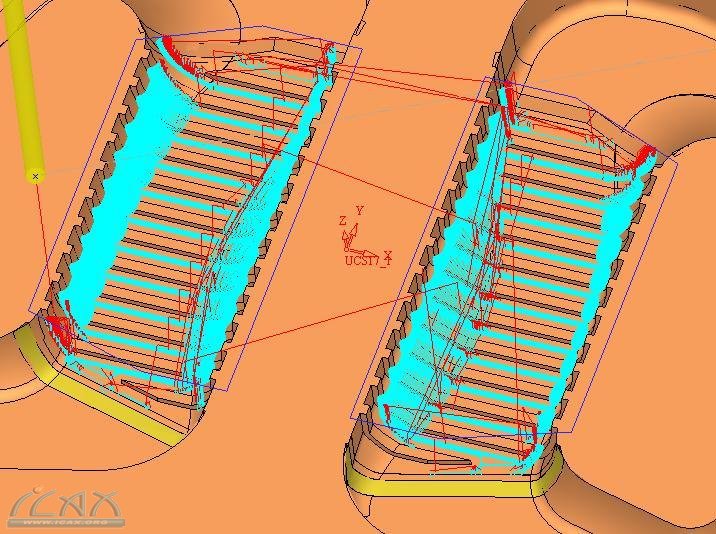 D4残料加工(此加工策略同上,加工区域为轮廓外,为曲面精加工作准备),切深0.15,余量0.15,公差0.03,顺铣,螺旋进刀,转速2000,进给1000.(两道程序一块传送加工) 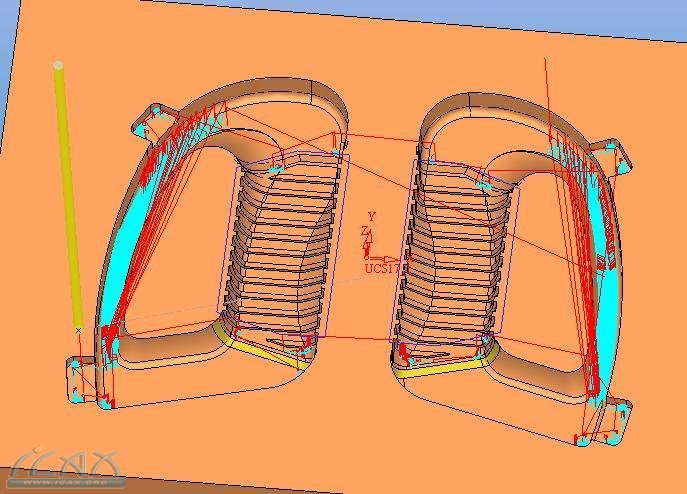 D4精铣平面,底平面余量0, 侧壁避让0.2(避免蹭刀),公差0.005,顺铣,切线进刀,转速2500,进给500. 此时采用修补曲面的图层,可使绿色区域刀路平滑,加工效果理想.
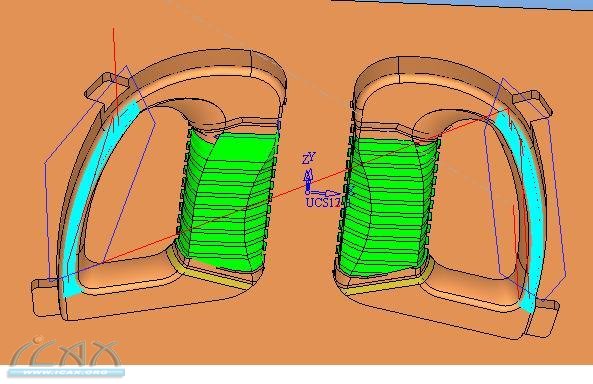
D4等高侧壁加工(根据角度精铣只加工垂直区域),余量0, 切深0.1,公差0.005,顺铣,切线进刀,转速2500,进给1200. (两道程序一块传送加工) 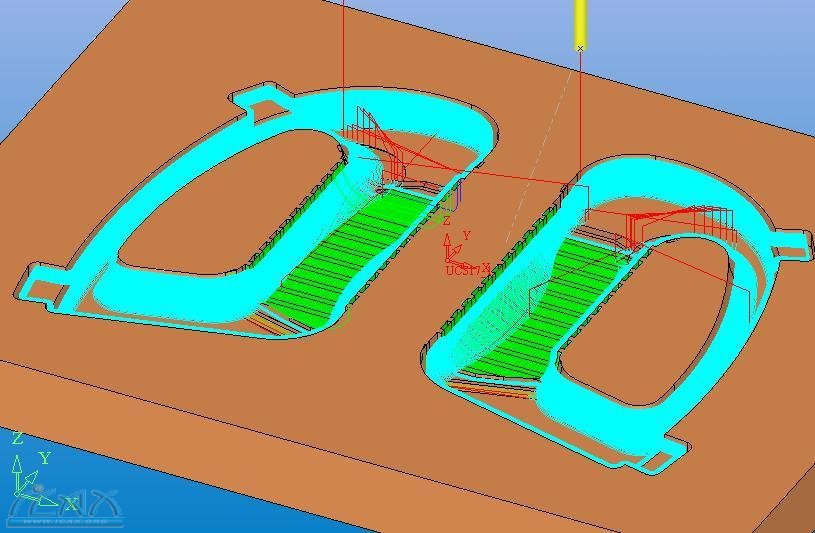 D4R2精铣线框内区域(精铣所有,环切),余量0, ,公差0.005,顺铣,切线进刀,转速3000,进给1000. 此区域较为狭窄,D4刀具不能完全加工到位,故再补上一刀
D4R2精铣线框内区域(精铣所有,环切),余量0, ,公差0.005,顺铣,切线进刀,转速3000,进给1000. 此区域较为狭窄,D4刀具不能完全加工到位,故再补上一刀(此产品曲面部分要求精度较高,故坡度较大部分也可单独用45度角度精铣或放射精铣,避免了层切造成的台阶.) 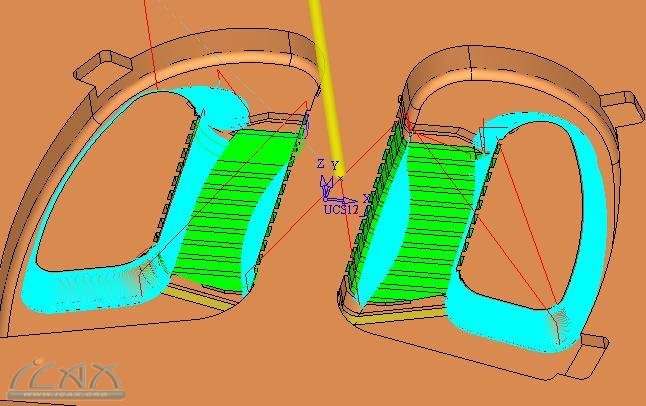 生成NC报告(可以根据需要自定义报告参数)
型腔整体加工完毕. 型心工艺同上,不再叙述. |