|
一、圆角 注塑圆角值由相邻的壁厚决定,一般取壁厚的0.5~1.5倍,但不小于0.5mm。 分型面的位置要郑重选择圆角,在分型面有圆角,圆角部分需出在模具另外一边,制作有一定难度,在圆角处有细微的痕迹线。但需要防割手时需要圆角。 
二、加强筋的问题 注塑工艺与铸造工艺类似,壁厚的不均匀性将产生缩水缺陷,一般筋的壁厚为主体厚的0.4倍,最大不超过0.6倍。筋之间的间距大于4t,筋的高度低于3t,如图6-1。在提高零件强度的方法中,一般加筋,不增加壁厚,如图6-1所示。 螺钉柱子的筋取至少低于柱子端面1.0mm,筋至少需要低于零件表面,或分型面1.0mm。 多条筋相交,要注意相交带来的壁厚不均匀性问题。 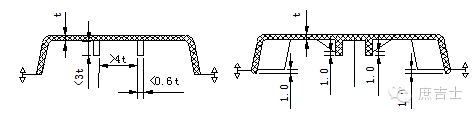 图 塑料件加强筋设计 三、支承面 塑胶易变形,在定位上应当归为毛胚的定位一类,在定位面积上要小,如平面的支承,应当改为小凸点,凸环。 四、斜顶与行位问题 斜顶与行位,在分模方向,垂直于分模方向均有运动。斜顶与行位在垂直于分模的方向不能有胶位阻挡运动,要有足够的运动空间,如下图 
图 斜顶与行位问题 五、塑胶的极限工艺问题的处理方法 1)壁厚的特殊处理方法 特别大的工件,如玩具汽车外壳,采用多点进胶的方法,能将壁厚取的相对薄些。 柱子的局部胶位厚,用如下图的方法处理。 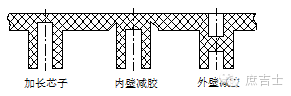
图 壁厚的特殊处理 2)小斜度与垂直面的处理。 模具表面尺寸精度高,表面光洁度高,脱模阻力小,脱模斜度能取小。为达到此目的将工件小斜度的地方单独镶,镶件用线割,用磨的方法加工,如下图。 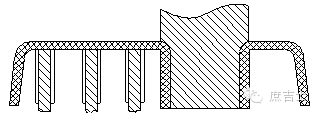
图 小斜度与垂直面的处理 要保证侧壁垂直的情况需要走行位或斜顶,走行位时有接口线,为避免接口明显,一般将接线放在圆角与大面的交接处,如图。 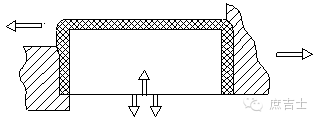
图 小斜度与垂直面的处理 六、塑胶零件常须解决的问题 1)过渡处理问题: 塑胶零件的精度一般不高,在相邻零件之间,同一零件的不同表面之间须有过渡处理。 同一零件的不同表面之间一般用小槽过渡,不同零件之间可用小槽,高低错面处理,如图所示。 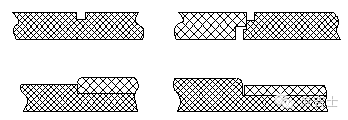
图 表面过渡处理 2)塑胶零件的间隙取值: 零件间直接装配,相互间无运动一般取0.1mm; 止口一般取0.15mm; 零件间不需接触的最小间隙为0.3mm,一般取0.5mm。 3)塑胶零件止口的常见形式及间隙取法如图所示。 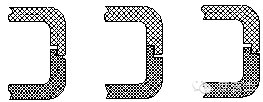
图 塑胶零件止口的常见形式及间隙取法 七、自攻螺钉对应的塑料件孔径 自攻螺钉对应的塑料件孔径
【庶吉士】庶吉士公众号 微信号:shujishi1818
每日分享机械设计经验、行业发展动态、科技咨询、创意设计类文章。
 该贴已经同步到 mingdong8211的微博 该贴已经同步到 mingdong8211的微博 | 





 发表于 2015-1-26 20:09:19
发表于 2015-1-26 20:09:19


 QQ好友和群
QQ好友和群 QQ空间
QQ空间 腾讯微博
腾讯微博 腾讯朋友
腾讯朋友 收藏
收藏 淘帖
淘帖 赞一下!
赞一下!