10.2.2 成型工艺窗口分析的结果
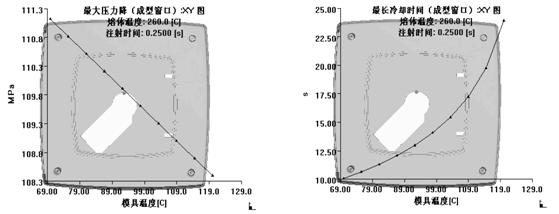
10.2.2 成型工艺窗口分析的结果 根据用户设置的参数,完成工艺窗口分析后,AMI会分析计算出相应的分析结果。分析的输出结果包括最优成型条件,用云图显示“成型条件”的范围,图表显示的“制品的质量”、 “注射压力”、“剪切力”、“料流前锋温度”、“冷却时间”及“剪切率”等随工艺条件改变而变化的结果。通过分析结果可以确定“最佳工艺条件”及其可变动范围。也可比较不同的浇口位置的分析结果,找出最佳的浇口位置。 优化分析结果图示包括Injection Pressure(注塑压力)、Maximum Cooling Time(最大冷却时间)、Maximum Shear rate(最大剪切速率)、Minimum Flow Front Temperature(流动前沿最小温度)、Quality(质量)、Zone(成型窗口)和Maximum Shear Stress(最大剪切应力)。 在各个结果图示中,用户在图所示的分析结果属性对话框中可以方便地调节参数的大小,根据对应的曲线变化趋势,观察成型条件对各个参数的影响。 图10.19所示是熔体温度在260℃、注塑时间在0.25秒时,最大压力降与模具温度的关系曲线。当熔体温度和注塑时间不变时,最大压力降与模具温度成反比例关系。用户可以选择不同的变量作为关系图的X轴,观察不同变量与注塑压力的关系。图10.20所示是熔体温度在260℃、注塑时间在0.25秒时,最大冷却时间与模具温度关系曲线。模具温度和熔体温度越高,需要的冷却时间越长。
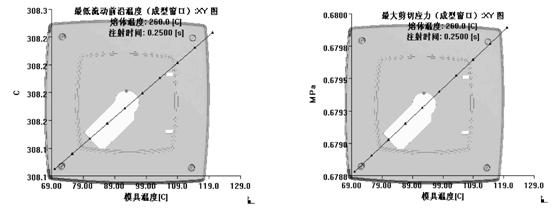
图10.19 最大压力降与模具温度的关系曲线 图10.20 最大冷却时间与模具温度关系曲线 图10.21所示是熔体温度在260℃、注塑时间在0.25秒时,最低流动前沿温度与模具温度的关系曲线。当熔体温度和注塑时间不变时,最低流动前沿温度与模具温度成正比例关系。图10.22所示是熔体温度在260℃、注塑时间在0.25秒时,最大剪切应力与模具温度的关系曲线。当熔体温度和注塑时间不变时,最大剪切应力与模具温度成正比例关系。
图10.21 最低流动前沿温度与模具温度的关系曲线 图10.22 最大剪切应力与模具温度的关系曲线 熔体温度在260℃、注塑时间在0.25秒时,制品质量因子与模具温度的关系曲线如图10.23所示。图中质量因子的值越高,表示质量越好。因此应当尽量使曲线峰值达到最大。随着模具温度的增大,制件质量变好。当模具温度达到121℃,取得峰值,质量因子等于0.1827。 成型工艺窗口结果如图10.24所示,由模具温度、熔体温度和注塑时间3个参数确定。从图中可以看出,默认工艺条件分析时将Automatic范围分别设置为:熔体温度260℃~270℃、注塑时间0.1~6.7秒、模具温度97℃~120℃。图中红色区域为不可选成型范围,黄色区域为可选成型范围,绿色为首选成型范围。用户应当尽量在绿色范围内选择成型条件。 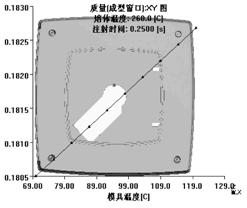 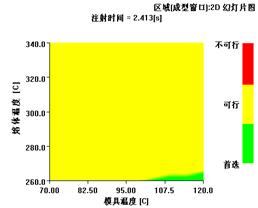 图10.23 制品质量因子与模具温度的关系曲线 图10.24 成型工艺窗口结果 |