1.深度铣重要功能选项的介绍
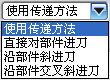
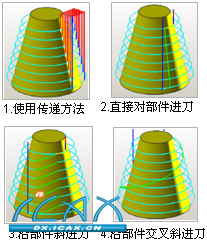
⑴.仅陡峭的:此功能在【深度加工轮廓】操作里是一个重要的选项,主要是用来区分陡峭与非陡峭区域。若选用此功能时,“角度”选项此时也会出来;只有陡峭度大于指定“角度”的区域才执行深度轮廓铣。功能内容如图5-4所示。 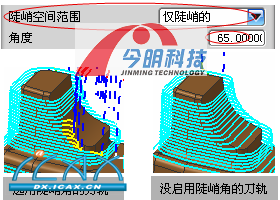 图5-4 仅陡峭角 ⑵.合并距离:将小于指定分隔距离的切削移动的结束点连接起来以消除不必要的刀具退刀。指定的距离仍模型的空间距离,主要是连接同一切削层两段刀轨。效果如图5-5所示。 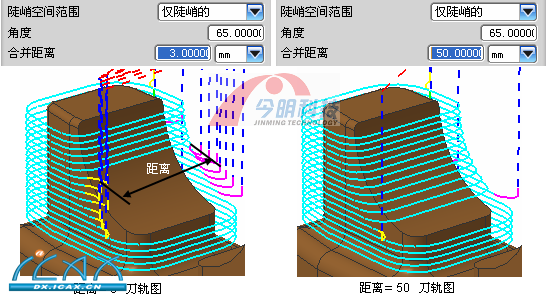 图5-5 合并距离 ⑶.最小切削长度:消除指定值内的刀轨段。如图5-6所示:(在120范围内的刀轨段都被消除了,超过120范围的刀轨则不能消除。) 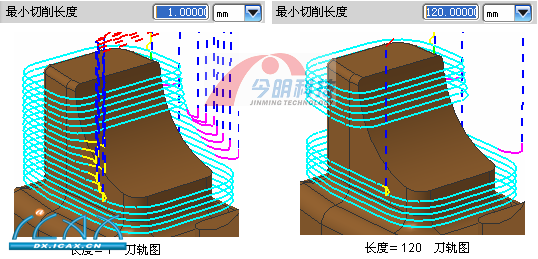 图5-6 最小切削长度 ⑷.层到层:是一个专用于深度铣的切削参数。层到层包括有四种类型如图5-7所示。当使用“直接对部件进刀”类型时,从一层到下一层加工而无需抬刀至安全平面。层到层的咯项进刀类型如图5-8所示。注:如果您加工的是开放区域,并将切削方向设置为“混合的”,则在“层到层”下拉菜单中的最后两个选项(“沿部件斜进刀”和“交叉沿部件斜进刀”)都将变灰。
图5-7 层到层下拉菜单 图5-8 层到层进刀类型 ⑹.切削方向‘混合的’:使用“混合切削方向”在各切削层中交替改变切削方向。在【深度加工轮廓】操作里,切削方向增加了“混合的”重要的功能选项;可使加工开放区域面的时候,作往复式加工从而不用抬刀,可大大减少加工中的抬刀时间。功能选项如图5-10所示。 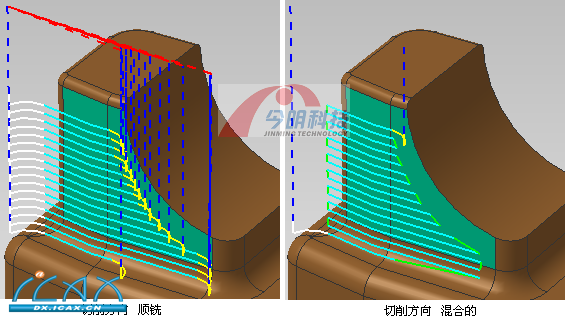 图5-10 直接对部件切削方向“顺铣与混合铣”的区别 ⑺.在边缘滚动刀具:在【深度铣】操作的切削参数对话框中的“策略”选项卡→在延伸刀轨区中的选项允许用户控制是否允许在切削区域的边缘出现刀具绕边缘滚动的刀路。如图5-11所示。 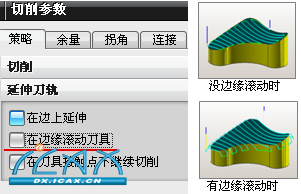 图5-11 边缘滚动参数选项及刀轨图 |