刀轨设置
在【固定轴轮廓铣】操作中,“刀轨设置”选项区,重点讲解〖切削参数〗选项。随着驱动方法不同,切削参数选项也会有所不同,本章节主要以“区域铣削”驱动为例。由于一些通用的切削在前面章节介绍过,在此将不再重述,仅介绍【固定轴轮廓铣】操作中部分常用的切削参数。“区域铣削”驱动方法的【切削参数】对话框如图6-7所示。 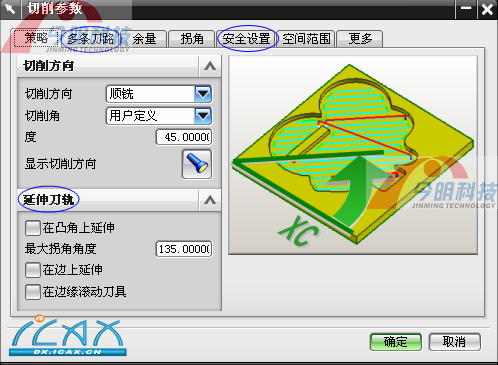 图6-7 固定轴切削参数对话框 ⑴.在凸角上延伸:此选项允许用户控制在跨越内部尖角边缘时的刀轨。当关闭该选项时,刀具将圆滑过渡尖角边缘上;如‘打勾’启用该选项时,刀具路径将延伸过渡尖角,如图6-8所示。 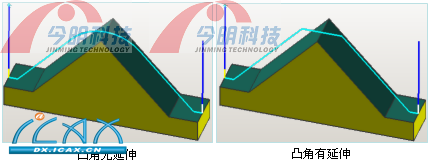 图6-8在凸角上延伸示意图 ⑵.多条刀路:此选项允许用户控制是否对部件几何体表面的材料进行分层切削。需要切除的材料量由“部件余量偏置”参数选项定义;每一层的刀轨是通过偏置部件几何体来计算各自的接触点,而不是简单地复制和平移。每一切削层可由“增量”和“刀路”来定义。 〖增量〗是指定侧面刀路或切削层之间的距离。软件计算制作多少个刀路。如果指定的增量不能平均分割要移除的余量偏置,则缩小上一刀路的增量。如图6-9示例所示,深度余量偏置值为 .7500,增量值为0.3。软件计算三个刀路。第一条刀路的切削深度是0.3,第二条刀路的切削深度将增加0.3,而第三条刀路将切削剩余的深度0.1500。第三条刀路是精加工切削,因为部件余量值已指定为 0.0。 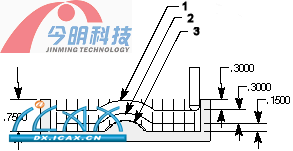 图6-9 增量分层切削 〖刀路〗是指定刀路的数目。在下面图6-10示例中,深度余量偏置值为0.75,刀路数值为 2。软件会计算出增量为 0.375。 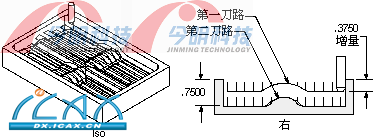 图6-10 刀路分层切削 ⑶.过切时。在【固定轴轮廓铣】操作里,当定义“检查几何体”时,需要相应的处理方法,跟其他加工操作不一样。有三种处理方法分别为:警告、跳过各退刀。如图6-11所示。 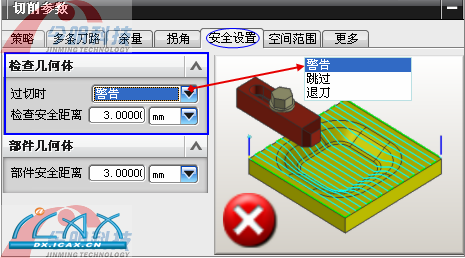 图6-11 过切时的切削参数 〖警告〗处理方法使得刀具干涉检查几何体时,仅发出警告信息,但不改变刀具干涉检查几何体时的刀具路径。如图6-12所示。 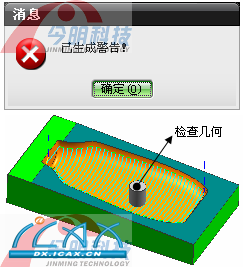 图6-12 警告处理的刀轨 〖跳过〗处理方法使得刀具干涉检查几何体时,忽略刀具干涉检查几何体时的刀具路径。刀具从干涉前的最后安全定位点直接移动到不再干涉时的第一个安全点。但当检查几何体把同一刀路分成两段时,不能采用此处理方法。如图6-13所示。 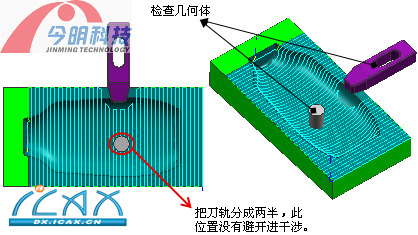 图6-13 跳过处理的刀轨 〖退刀〗处理方法使得系统提刀避开检查几何体,提刀时将保用非切削移动参数定义的相关进、退刀参数。刀具从干涉前的最后安全定位点提升刀具避开检查干涉几何体移动到不再干涉时的第一个安全点。如图6-14所示。 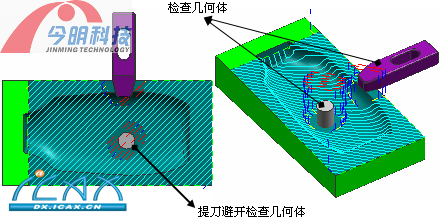 图6-14 退刀处理的刀轨 |


