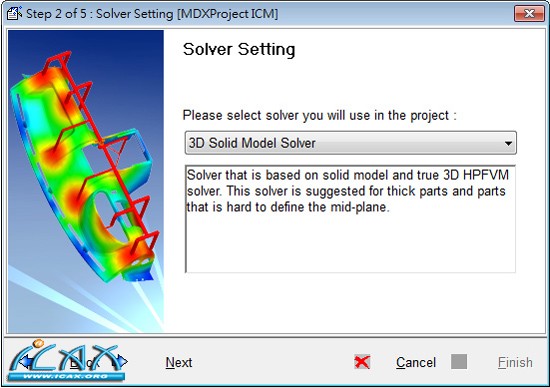
Moldex3D提供全方位射出压缩成型模拟工具,可模拟充填、压缩、冷却和翘曲阶段的交互影响。在模具压缩阶段,容许熔胶暂停或同时射出。使用者可以调整不同压缩成型条件来模拟真实的制程参数。以下步骤将可以协助使用者在Moldex3D中完成射出压缩制程设定。 STEP 1: 首先新增项目的求解器设定中,选择3D Solid Model Solver。(目前只有3D Solid Model Solver支持射出压缩(Injection Compression Molding, ICM)制程。)
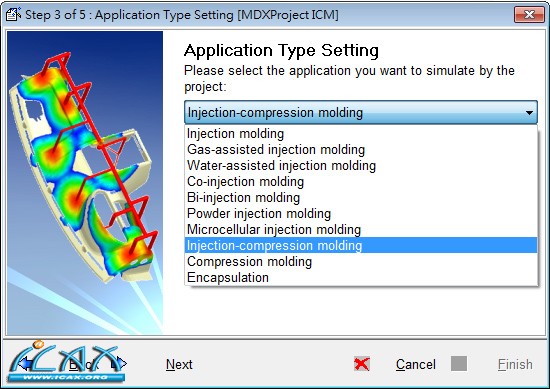
STEP 2: 在下一步选择射出压缩模块。
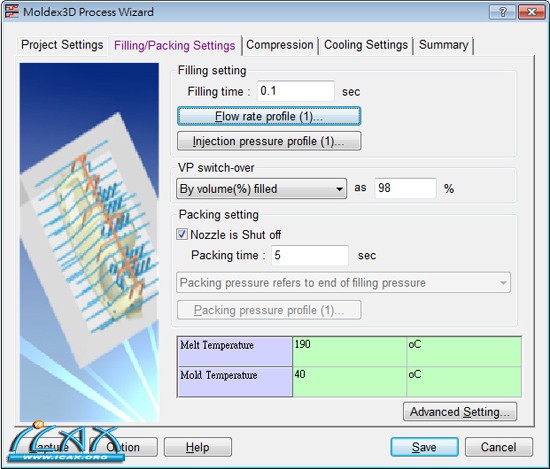
STEP 3: 在成型条件设定中,分别设定射出与压缩条件,其中充填设定与传统射出相同,分别藉由Flow Rate Profile与Injection Pressure Profile设定流率与射压分布。在充填过程中,若压力超过此设定射压,将会由流率控制转为压力控制。保压设定可选择保压时喷嘴是否关闭,有两种模式:预设Nozzle is Shut off表示保压时喷嘴关闭,保压阶段不会有熔胶继续填入模穴中,充填之后的压缩动作取代保压步骤,因此无法设定Packing pressure refers to end of filling pressure及Packing Pressure Profile。喷嘴关闭代表压缩时停止充填,是为短射(Short shut)压缩模式。
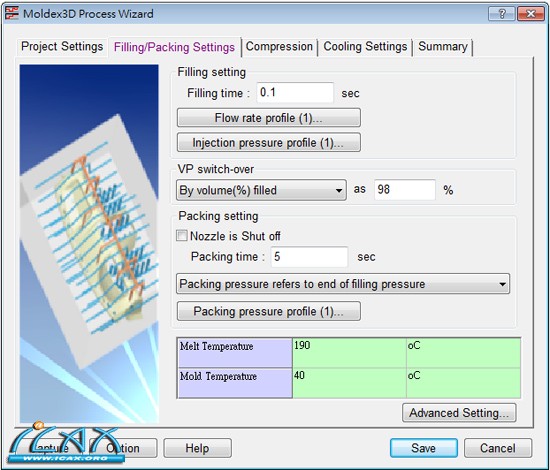
STEP 4: 关闭Nozzle is Shut off表示保压时喷嘴打开,保压阶段持续有熔胶继续填入模穴中,一旦充填体积或射压达到VP切换点,便由流率控制切换为压力控制。喷嘴打开表示压缩时继续充填,是为边射边压模式。
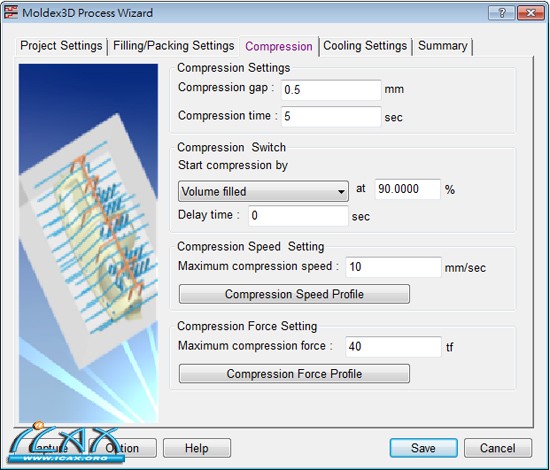
STEP 5: 接着进入压缩设定:压缩间距为压缩距离;压缩时间包含压缩动作经历的时间与压完后的保压时间。
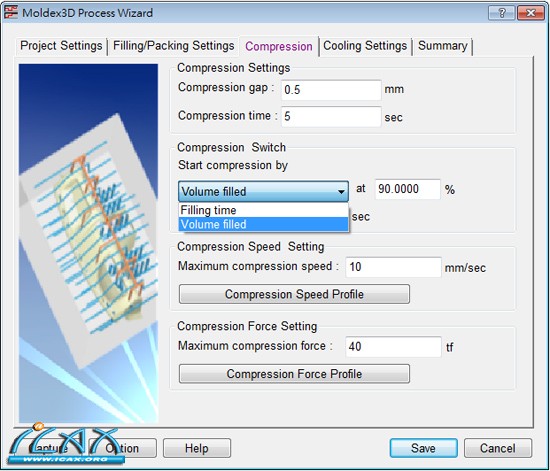
STEP 6: 可由两种控制方式来启动压缩:充填体积或充填时间。充填体积百分比的设定与压缩距离(Compression gap)有关,定义为压缩后与压缩前的模穴体积比值,模穴体积包含流道与产品。而延迟时间(Delay time)为压缩开始前预留一段不做任何动作的时间。
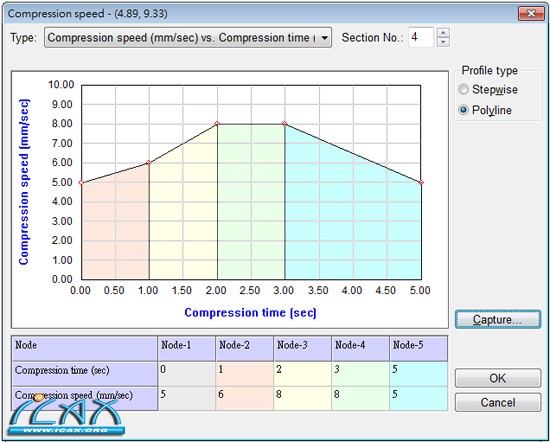
STEP 7: 压缩速度由Compression Speed Profile来设定,可设定多段压缩速度。
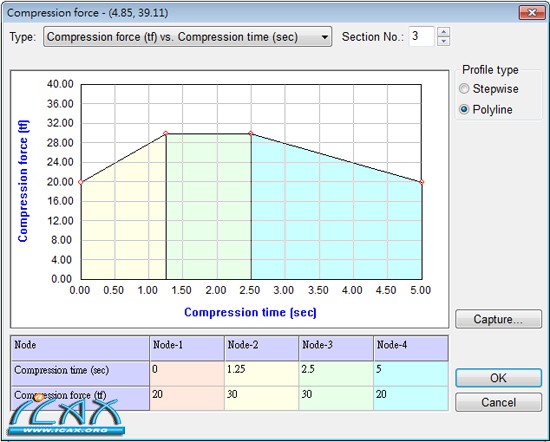
STEP 8: 压缩力由Compression Force Profile来设定,也可设定多段压缩力。在压缩期间,若压缩力达到最大压缩力上限,则压缩动作会由速度控制转为压缩力控制。
|