分析结果
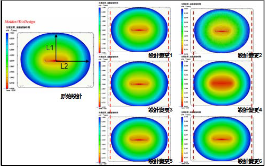
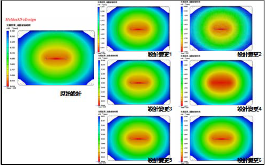
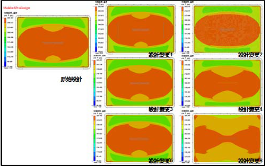
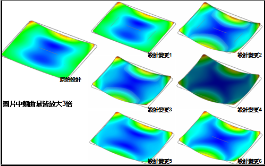
原始设计的 Fan Gate 为长度 100mm 进 交口宽度为 0.83mm,中间区域带有突 台得设计。图六为针对 Fan Gate 长度 不同,分别采用 100mm、90mm、80mm 来分析;图七为针对 Fan Gate 的进交 口厚度不同,分别采用 0.83mm 、 0.7mm、1mm 三种不同的厚度来进 浇;图八是针对不同形状的浇口设 计,a 为浇口的地方有突台,b 为去掉 突台,c 为中间区域淘肉 1mm。针对 以上的 Fan Gate 设计,用 Moldex3d 进 行分析验证。 图九是原始设计与六组设计变更流动 波前 70%的情况,可以看出 L1 的方向 先充填完毕,提前进入保压阶段,图 十是流动波前 90%的情况,由图片可 知,以上几组设计变更对塑料流动行 为上没有很大的不同。从图十一可是 看到几组设计中心温度的差异。该件 中间厚度较厚,中心温度比周围高, 不同的浇口设计,对中心温度会有不 同的影响,主要是剪切生热、摩擦生 热导致的。设计变更 2 由于交口长度 较小,剪切生热现象比较严重;设计 变更 4,由于浇口厚度大,所以剪切生 热较小;设计变更 6,由于浇口厚度减 薄,故对整体的中心温度有较大的影 响。不同的温度分布,对保压压力的 路径有影响、也是影响翘曲变形的一 个重要因素。图十二是不同设计的翘 曲变形情况,由表一可以看到设计变 更 1 的翘曲变形量最优。 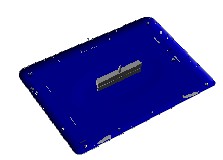 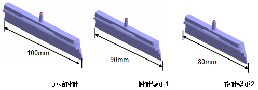 图五 Fan Gate 中间进浇 图六 浇口长度不同 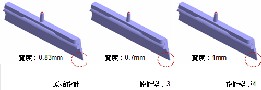 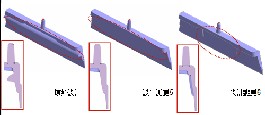 图七 浇口厚度不同 图八 浇口形状不同
图十一 中心温度差异 图十二 翘曲变形 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org