2. Reasons for applying DirectTool and application examples
2.1. Rapid Tooling for time and cost saving in toolmaking Toolmaking is generally a costly and time-consuming activity, involving many process steps, expensive equipment and qualified personnel. Using conventional manufacturing technologies, even a relatively simple two-part (open-shut) injection mould typically requires CNC milling combined with Electrical Discharge Machining (EDM) to produce the moulding geometry of the cavity (injection side) and the core (ejector side). The milling may require removing large quantities of material from a metal block, and/or separate steps for rough and finish machining, and always requires the generation of CNC tool paths. Deep slots or sharp internal corners which cannot be milled require the production of EDM electrodes, each of which needs to be CNC machined and then positioned for eroding the relevant part of the tool. Tooling for more complex parts geometries often requires sliders, removable inserts or other features, which make the production even more complex and therefore costly and time-consuming. Therefore there is often a high motivation to apply methods which can save time and costs in tooling production. DMLS can greatly contribute to this by in many cases replacing milling and EDM steps. A good example of a relatively simple project is shown in Figure 1.
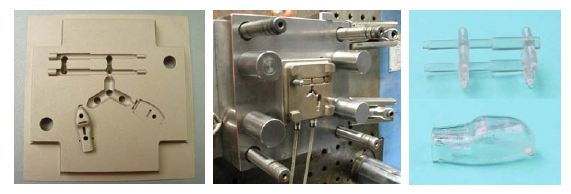
Figure 1: Series production of an LED light guide in polycarbonate. In this case the requirement was for series production of two small plastic components in polycarbonate. Although fairly simple, conventional tooling would still have required EDM work. Using an EOSINT M 270 system, the core and cavity were built in just 5 hours 40 minutes. No post-machining was required, the finishing only involved shot-peening and slight manual touching up. The core and cavity were mounted directly onto the injection moulding machine, and production was started. Only six days were needed from project start to series production.
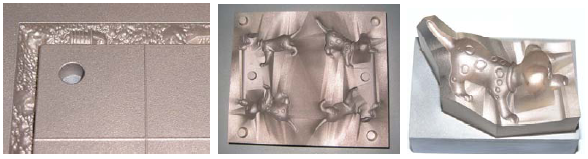
Figure 2: Series production of a joystick for a construction vehicle. It involved the series production of a joystick assembly for a construction vehicle. 5,000 assemblies were required, each comprising 14 injection moulded parts in PA6.6 GF. By combining DirectTool with just the minimum amount of machining, all 14 injection moulds were produced and the 5,000 sets moulded within nine weeks, including a three week delay due to design changes made by the customer, and modification of one tool to compensate for asymmetric shrinkage of a circular plastic part. The six working weeks compared to 16 weeks as the fastest delivery time quoted by suppliers using conventional technology, and in additional the tooling cost only around 50 percent of the next best offer. In other cases, DirectTool is used to produce tooling for highly intricate parts, which would otherwise involve extremely complex tool path generation and machining. Figure 3 shows two examples. In both cases, the series production tooling was made by DirectTool and required no post-machining. In the case of moulds for rubber or elastomers which include undercuts, these can be easily built by DirectTool without additional effort, whereas undercuts typically involve increased complexity for machining.
Figure 3: Examples of series production moulds with highly intricate form geometries.
|