研究方法
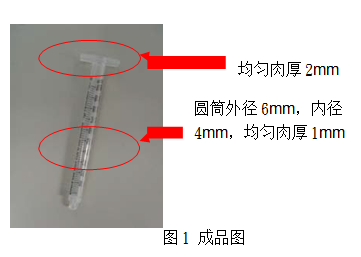
由日本泰尔茂(TERUMO)公司所提供医疗针 筒成品,如图 1 所示。针筒细长,为提高产量,采 用一模八穴多模穴。
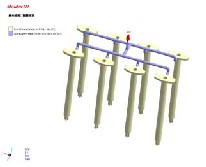
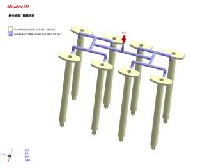
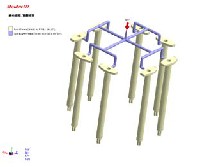
成品针筒设计,有 1.0mm 和 2.0mm 均匀肉厚。 圆筒部份外径为 6mm,内径 4mm,均匀肉厚 1mm。图 2 为非平衡流道设计配置情形,另两种不同配置的 平衡流道如图 3 和图 4 所示。
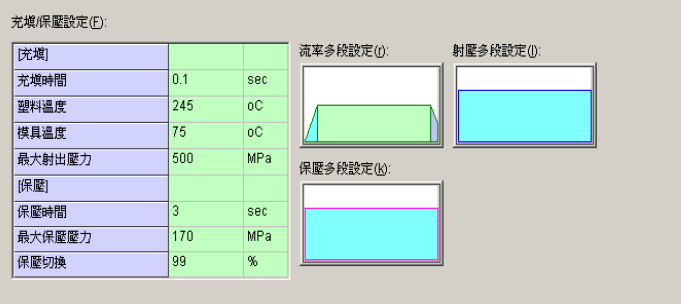
3.2 加工材料 选用的材料为奇美(CHI-MEI)所生产的压克力 (PMMA),型号 ACRYREX CM207。PMMA 的材料透明性 特优、硬度高、表面光泽佳。本研究所选取的材料, 其黏度、比容、比热和热传导系数请参考 Moldex3D 的材料库。 3.3 加工条件 本研究设定加工参数后,进行模流分析,经由分析结果比较修正后,找出良好的加工条件参数如 下:充填时间为 0.1 秒,塑料温度 245℃,模具温 度 75℃,最大射出压力 500MPa(70%),保压时间3 秒,最大保压压力 170MPa(70%),并在充填至99%切换保压,如表 1 所示。 表 1 成形加工条件
|
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org