结果与讨论
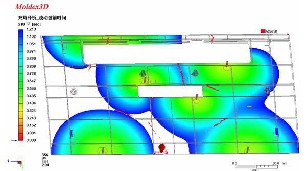
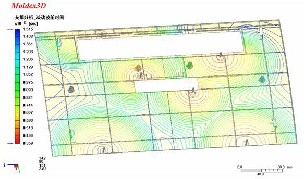
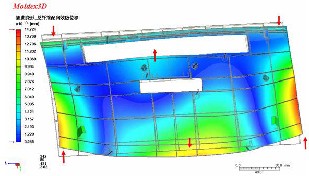
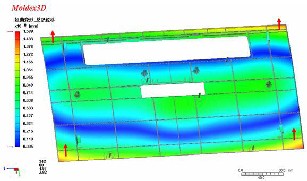
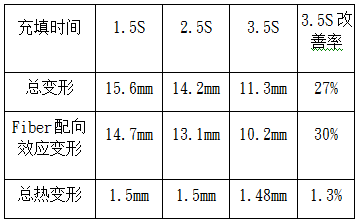
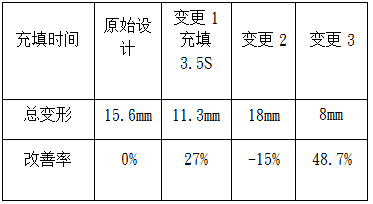
3.1 原始设计 使用 Moldex3D/Shell 分析软件可以运用在 产品设计的前期阶段,可以事先分析出此项产品 厚度设计的是否适当;也可运用 Moldex3D/Shell 分析模块进行不同的流道系统设计分析,评估进 浇位置对于流动波前的影响,藉由不同范围的流 动波前,可观察塑料在模穴中各时刻的充填情形, 同时可预测缝合线及包封可能发生的位置,藉此 信息可提供模具上排气孔位置安排等参考,且可 进行产品变形的预测及变形原因之判断等。如图5 所示,分析上在流动约 80%时可以看到各熔胶 波前相遇的位置及其可能出现结合线的相接形 态,同时原流道设计的不平衡,如图 6 导致流动 也不平衡,如图 7 显示出塑料在流动过程中由于 剪切摩擦所导致的黏滞生热,将会造成温度上升, 在成为主要流动路径的同时也会造成塑料分子 链或纤维(Fiber)出现配向严重的问题如图 8 所示。 我们熟知纤维的流动配向问题将会影响最终产 品的变形,所以当产品的纤维配向的方向性越多 的话,将会导致产品出现越不规则的变形,造成 产品的扭曲,如图 9 所示为纤维配向所引起的塑 件变形,同时 Moldex3D 还可以得到因冷却造成 的热变形,如图 10 所示。以及当不考虑纤维排 向所造成的变形,如图 11 所示及总变形趋势, 如图 12 所示等。由此我们可以得出判断,本产 品在现有条件下成型,会产生非常大的扭曲变形, 其变形的主因形成因素是来自于配方中纤维的 流动配向。本报告中变形图片统一放大为 3 倍。 3.2 设计变更 1 由于产品出现很大扭曲变形的问题,根据原 始设计分析的结果,我们知道主要是纤维配向所 引起的,而配向的问题跟射出的速度及浇口的配置有关,我们知道对于现场而言,射出速度的调整比较容易,故我们先针对不同射出速度进行分 析,以期得到较好的变形改善度或者是找出射出 速度的改善方向;如表二所示分别是充填 1.5S、2.5S、3.5S 的时间下得出的变形结果比对,可看 出,对于纤维配向所引起的注塑件变形,在本类 型产品中可透过减慢射出速度,达到降低纤维配 向的目的,进而减少产品变形,其中 3.5S 改善度 达:27%
图 5 波前 80% 及结合线示意图 图 6 波前 98% 及结合线示意图 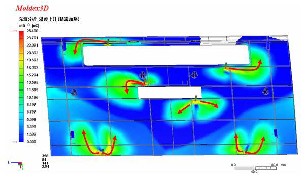 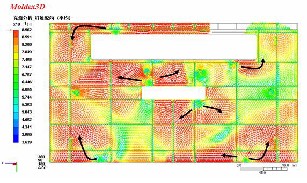 图 7 温度上升及主要流动示意图 图 8 平均纤维配向示意图
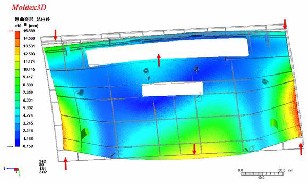
图 9 总纤维配向变形示意图 变形量 14.7mm 图 10 总热变形示意图 变形量 1.5mm
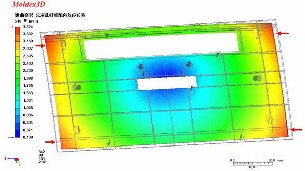
图 11 总凌乱纤维配向变形示意图 变形量 3.6mm 图 12 总变形示意图 变形量 15.6mm
|
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org